浙江吹瓶模具
吹瓶模具保养的知识:模腔的保养,1.正常使用时模具每运行72小时需用医用脱脂棉醮医用酒精对模身成型部位和分型面擦拭,对底模成型面进行擦拭。2.每月或每运行500小时需用医用脱脂棉醮洁模膏,抛光模腔成形面达到镜面。然后用医用酒精清洁一次。3.出现刮花及轻微碰伤时,先用400#或600#砂纸进行修复,再用05#金相砂纸抛光,然后在修复过的表面涂上抛光研磨膏,用医用脱脂棉抛光即可。抛完光后用医用脱脂棉醮医用酒精将模具擦拭干净。4.当出现严重损伤及模具分型面出现圆角时则需进行专业修复。在确保证模具硬度的前提下,尽量采用预冷、分级冷却淬火或温淬火工艺。浙江吹瓶模具

吹瓶模具的注意事项:1.不要用布或海绵等其它物品擦拭模具成形部位,会严重破坏模具。2.模具内表面是与瓶子直接接触的部分,必须保证卫生和安全,用洁模膏或抛光膏擦拭模具后一定要用医用酒精重新清洁,并清理排气孔或凹槽内残留的洁模膏或抛光膏。3.医用酒精擦拭模具后,要用干的医用脱脂棉擦拭,避免未挥发的水份对模具造成损害。模具的存放:模具在使用后需对模具表面进行清洁处理,并释放模具内所有液体。导柱、导套及下夹口以及底模套等配合位分别涂上润滑油。浙江吹瓶模具吹瓶模具的存放处理应有专职人员担任。
吹瓶模具的模腔的日常维护及注意事项:模腔为镜面抛光,由于使用环境温差交替,若保养不及时,会出现正常的表面氧化,俗称起麻点,影响瓶子的整体透明度及美观。保养拆装模具过程中注意碰伤刮花。模具为左右子母结构,为保证模具的使用寿命,不建议左右交叉替换使用。排气孔、排气槽的保养:每月或每运行500小时应对模具的排气孔、排气槽进行全方面的检查。防止排气孔、排气槽堵塞,造成排气不畅而影响瓶子收缩不均匀等。模具定位部件的保养:导柱导套和内外卡口是模具运行时定位的重要部件,要注意润滑,每运行72小时涂抹一次食品级润滑脂,适量即可。并要仔细检查这些部件的磨损情况,以及配合间隙。导柱导套间隙太大时,可通过调整导柱里的螺钉使其伸出或缩进,达到较好的配合。
吹瓶模具保养需要注意细节:1、加料位不加料:需进行检查几种情况:是否已经料斗没有料了,如果是:需要赶快加料,如果不是,请检查提升机的控制接触器是否在得电状态,如果是得电状态,赶快检查电机是否在得电并负载状态,因为这种情况很可能是由瓶坯(胚)卡住了提升带,这时比较简单的方法是人工帮助提升。如果检查提升机的控制接触器不在得电状态,请检查瓶胚检测电眼是否与反射板不在同一条直线上。2、进料老卡进料盘:这种情况是比较烦恼的问题,从经验上看如果瓶坯(胚)的长度比较长切重量较大的话,那么这种现象是比较少的。哪些因素会影响到吹瓶模具的成型?

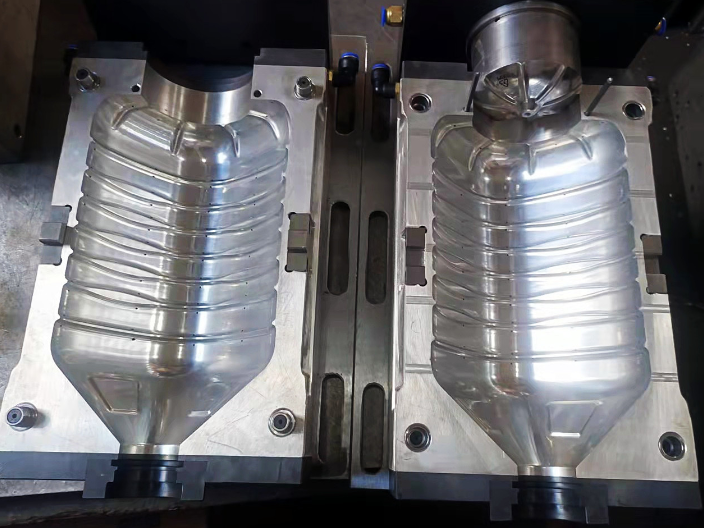
吹瓶模具是装在吹瓶机上并不断做开合模动作的模具,会受到较强的外力作用。因此吹瓶模具对材料的要求比较高,首先要有较强的硬度和韧度,以承受外力作用而不会变形,其次要有必定的耐腐蚀性,以便当日常运用和维护。一般吹瓶模具厂家常用模具材料包括镁铝7075,S136H, 718H,P20,45#钢材,其中大部分用S136H和718H,关于一些产量要求高,出产速度快的模具则用镁铝7075。镁铝做模具的优点是模具重量轻,模具强度高,易于加工,散热作用优于钢模。钢材,一般是作为注塑模具或吹塑模具的背板用材料。吹瓶模具寿命和使用频率有关。浙江吹瓶模具
吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序。浙江吹瓶模具
哪些因素会影响到吹瓶模具的成型?一、型胚构成阶段聚合物在挤出机中的输送、熔融、混炼、泵出成型为型胚的构成阶段;在这一阶段,影响壁厚散布的主要工艺参数有:①材料的分子量散布、平均分子量;②吹塑机的温度控制系统和螺杆转速,其间温度控制系统包含料斗温度,料筒1区、2区、3区、4区温度,法兰温度,以及储料模头1区、2区、3区、4区温度。二、吹瓶模具下料阶段,型胚从模唇与模芯的空隙中挤出为下料阶段。此时,型胚离模膨胀和型胚垂伸这两种现象影响型胚成型。影响壁厚散布的主要工艺参数是吹塑机的模头直径和壁厚控制系统,其间控制系统包含轴向壁厚控制系统和周向壁厚控制系统,以调整模唇与模芯的空隙。浙江吹瓶模具
台州市弘凯模具有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在浙江省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来弘凯模具公司供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
上一篇: 抚州汽水碳酸饮料瓶瓶胚模具设计
下一篇: 湖南PET管胚模具制造商