湖北PET吹瓶模具价格
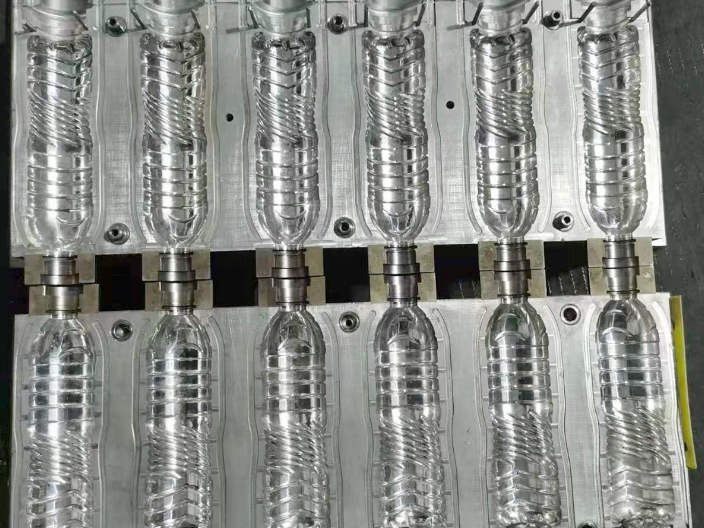
pet吹瓶模具加工成型都有哪些类型?一般而言,PET吹瓶模具的成型方法有两种类型,「直接吹气成型法」及「延伸吹气成型法」:直接吹气成型法:此方式是在同一部机器上(通常称为射出拉吹成型机:Injection Stretch Blow Molding)先射出熔融的瓶胚,再于中空模具内延伸吹气成型。由于瓶胚的成型与延伸吹气成型均在同一机械中进行,因此称为「一段成型法:One Step」。而且此法在瓶胚尚未冷却时,即利用其保有的热进行延伸吹气,因此又称「热瓶胚法」。延伸吹气成型法:此方法是先以射出机射出瓶胚,再将冷却后的瓶胚以拉伸吹塑成型机加热,并于中空模具内延伸吹气成型。由于此法经过射出机及拉吹机的二次加工,因此称为「二段成型法」。而且此法是在瓶胚冷却后再进行加热延伸吹气,因此又称为「冷瓶胚法」。其加工流程如下:PET原料除湿干燥->以射出机将熔融原料射入模具->PET瓶胚冷却成型->以拉伸吹塑成型机(Stretch Blow Molding)进行双轴延伸吹塑成型。注:所谓「双轴延伸」是指以延伸棒做纵向延伸,以高压空气做横向延伸。吹瓶模具的寿命和材质有关,越好的材质使用寿命就会越长。湖北PET吹瓶模具价格
吹瓶模具相关的工艺性能:吹瓶模具的制造一般都要经过锻造,切削加工,热处理等几道工序.为保证模具的制造质量,降低生产成本,其材料应具有良好的可锻性,切削加工性,淬硬性,淬透性及可磨削性;还应具有小的氧化,脱碳敏感性和淬火变形开裂倾向。1.可锻性。具有较低的热锻变形抗力,塑性好,锻造温度范围宽,锻裂冷裂及析出网状碳化物倾向低。2.退火工艺性,球化退火温度范围宽,退火硬度低且波动范围小,球化率高。3.切削加工性,切削用量大,刀具损耗低,加工表面粗糙度低。杭州专业饮料瓶吹瓶模具制造一般而言,PET吹瓶模具的成型方法有两种类型,「直接吹气成型法」及「延伸吹气成型法」。
PET吹瓶模具注塑成型的工艺条件以及温度控制范围:一、PET的吸湿性比PBT略大,粒料在高温下对水比较敏感,当含水量超标时,在成型加工时会发生水解,使质量大幅下降,因此,在成型加工前,必须对原料进行干燥。二、PET的结晶度比PBT丁小,且随相对分子量增高而降低,故成型周期较长,不能像PBT那样快速成型。三、PBT的成型收缩率较大,一般为1.8%左右,玻纤增强PET为0.2%~ 1.0%,高模温所得塑件的收缩率大,而低模温塑件的收缩率小。 四、 PET制品中往往残留一定的内应力,因此一般成型后常需后处理。 五、在PET成型时加人的回料应是充分供干和没有产生热降解的,加入量应不超过20%。 六、 PET在熔融态下的流变性为非牛顿型,温度对熔体粘度的影响不大,可以调节压力来增大剪切应力或剪切速率。 七、 PET有明显的熔点,加工温度范围较窄,为270~290℃,当超过300℃ 时会发生热降解。 八、 PET成型时的保压时间不能过长,否则会使内应力增加,一般为20~50s. 九、由于PET熔体的固化较快,故应采用高速注射,以免熔体尽快充满模腔。
对于吹瓶模具而言,其能否很好的实现瓶形外观设计是非常重要的一步,也是至关重要的,吹瓶模具在很大程度上会决定着一款瓶子的瓶形和质量,因此,我们必须重视吹瓶模具的作用。吹瓶模具的设计非常重要,目前模具的设计需要有专业人才来进行,不过既懂瓶形设计又懂吹瓶模具,还要懂用户消费习惯的专业人才并不多。这也是为什么我们发现市场上很多造型精美的瓶子,但是使用手感并不好。因此,加快吹瓶模具人才的实战培养,熟悉和了解消费者就变得非常重要了。因此,加快吹瓶模县的设计和改进,提升从教育到实际操作各个环节是非常有必要的。一款好的吹瓶模具可以有效提高生产效率,还可以节约成本。
吹瓶模具是塑料瓶吹塑成型十分重要的一环,吹瓶模具各方面功能的提高关于全部塑料瓶行业来说都是含义十分深远的。哪些方面可以提高塑料瓶吹瓶模具更优的功能?一个厂家为了吹制一个新的瓶子,需求制造一副新的吹瓶模具的话,往往需求支付很高的成本。假如可以找到更为便宜的吹瓶模具制造材料,这将极大的下降塑料瓶的出产成本。其次,吹瓶模具的寿数,吹瓶模具需求在高温的环境下吹制。因此,很多的吹瓶模具的出产寿数周期都不长,延伸吹瓶模具的运用周期也是有用下降成本的一个方面。较终,吹瓶模具的出产功率,一模多腔能有效的提高吹瓶功率。一款好的吹瓶模具可以有效提高生产效率,还可以节约成本。对于生产产品来说,干净卫生的吹瓶模具生产出来的产品质量好,而且还可以降低模具被污染的几率比较小。杭州专业饮料瓶吹瓶模具制造
吹瓶模具能减少其设置上所需的占用空间。湖北PET吹瓶模具价格
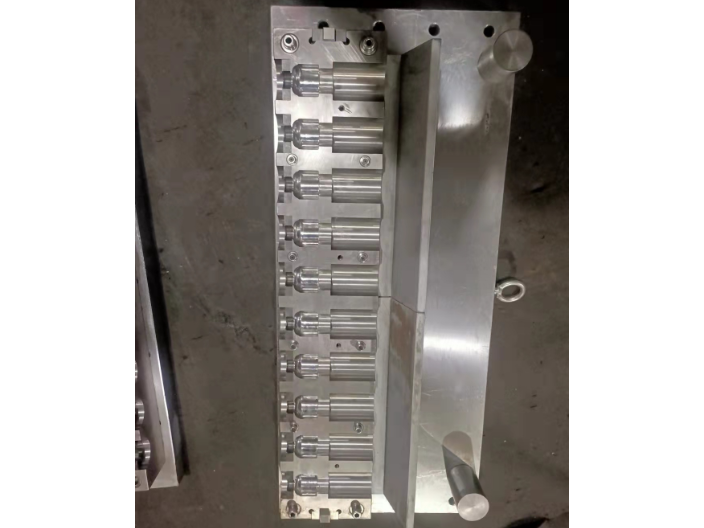
吹瓶模具分型面设计的要求:挤出吹瓶模具的结构设计模具分型面位置选择应使模具对称,减小吹胀比,易于制品脱模。因此,分型面的位置通常由吹瓶制品模腔的形状确定。大多数吹瓶模具是设计成以分型面为界相配合的两个半模,对于形状不规则的瓶类和容器,分型面位置的确定特别重要,如位置不当将导致产品无法脱模或造成瓶体划伤。这时,需要用不规则分型面的模具,有时甚至要使用三个或更多的可移动部件组成的多分型面模具,利于产品脱模。对横截面为圆形的容器,分型面通过直径设置;对椭圆形容器,分型面应通过椭圆形的长轴;矩形容积的分型面可通过中心线或对角线,其中后者可减小吹胀比,但与分型面相对的拐角部位壁厚较小。对有些制品,则需要设置多个分型面。容器把手应沿分模面设置。把手的横截面应呈方形,拐角用圆弧过渡,优化壁厚分布。把手孔一般采用嵌块来成型。还可用注射法单独成型把手。湖北PET吹瓶模具价格
台州市弘凯模具有限公司是以提供瓶胚模具 ,瓶盖模具,pet瓶胚模具,吹瓶模具为主的有限责任公司(自然),公司位于新前街道泾岸村888号(自主申报),成立于2019-09-12,迄今已经成长为机械及行业设备行业内同类型企业的佼佼者。公司主要提供模具,塑料制品,机械设备制造,加工,销售 等领域内的业务,产品满意,服务可高,能够满足多方位人群或公司的需要。将凭借高精尖的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。
上一篇: 杭州矿泉水瓶盖模具报价
下一篇: 宁波专业管胚模具制造厂家