气象传感器实验室用串焊机案例
实验室用串焊机配置方案五的功能。1.将焊带放置到供料轴上,自动供带取长。2.机台复位时,在准备就绪阶段,焊台是远离焊灯位置(上料位,方便上料),手工把电池片放在焊台上(有夹具附件做参照,确保电池片位置的重复精度)。3.确认放好片后,打开焊台的真空阀门。4.触点自动按钮,进入自动运行状态。焊台会自动运行到焊接位置。与此同时,拉带机构与供带机构会配合动作。焊带夹爪前去拉取焊带,整形机构压紧焊带,经过一段整形长度也即拉直的动作过程,再到剪切模具,焊带经过剪断之后,被拉到设定的放带位置。上助焊剂是在整形与烘干之间,烘干在上助焊剂与模具之间。只要焊带有运动过程上助焊剂与烘干就同时在进行。5.在拉带机械手卸带以前,有一个交替的压带机构动作。6.焊灯以设定的速度下降到设定的高度(同时开启了预热功率),再以设定的功率及时间进行焊接,完成后再保留设定的冷却时间(回到预热功率),之后再以设定的速度上升到设定的位置。7.焊台返回到上料位置,人工取走焊好的电池片。8.人机界面也可以结合按钮开关,来操作复位、运行、急停等,机台上还有相应的警示灯(三色报警)或蜂鸣提示。 红海新实验室用串焊机可以做硅片性能测试。气象传感器实验室用串焊机案例
实验室用串焊机
工作区域清洁:在使用串焊机之前,必须确保工作区域干净整洁。清理工作区域可以防止杂物和易燃物进入焊接区域,从而减少潜在的火灾风险。此外,还应确保工作台面平整稳固,以确保焊接过程的稳定性。
电源和电线:在使用串焊机之前,必须检查电源和电线的状态。确保电源线没有破损或裸露的导线,以防止电击事故的发生。此外,还应确保电源线与串焊机的连接牢固可靠,以避免电源中断或电线脱落。
焊接材料和工具:在使用串焊机之前,必须检查焊接材料和工具的状态。确保焊接材料没有损坏或过期,以确保焊接质量和安全性。此外,还应确保使用正确的焊接工具,如焊锡丝和焊接垫。 智能井盖实验室用串焊机厂家红海新实验室用串焊机可以做铜带材料分析。
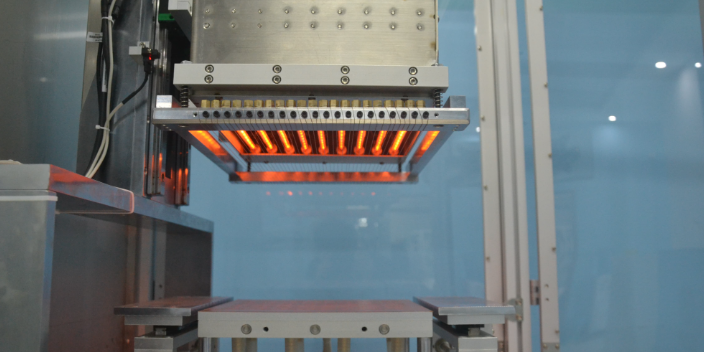
实验室用串焊机配置方案五:自动红外焊接机构匹配自动供带机构。机台主要结构1.自动红外焊接机构一套。2.可移动焊台一套(附电池片位置对位的夹具一套)。3.自动供带机构(标配五栅即五圈焊带供应,如要更多可选配。还有栅线间距不同也可以选配不同的导带轮,设备上已有一种间距规格的)。4.自动拉直焊带机构。5.自动上助焊剂机构。6.自动烘干机构。7.自动取长切断模具机构。8.自动拉带机构。9.自动导带跟随机构。10.自动交替压带机构。11.不锈钢封板及品质高电泳铝型材骨架及有机玻璃透明板、按钮、警示灯组成的机柜,设备外观有档次及配有进口浮马脚轮脚撑。12.有触摸屏(人机界面)及PLC管控器等电气及气动管控件。
方案三:自动红外焊接机构匹配手工操作且附有自动供带机构首条(机台主要结构):1.自动红外焊接机构一套。2.可移动焊台一套(附电池片位置单边对位的夹具板一件)。3.自动供带机构(单圈焊带供应),包括自动放带机构、自动拉直焊带机构、自动上助焊剂机构、自动烘干机构、自动取长切断模具机构、自动拉带机构。4.不锈钢封板及品质高电泳铝型材骨架及有机玻璃透明板、按钮、警示灯组成的机柜,设备外观有档次及配有进口浮马脚轮脚撑。5.有触摸屏(人机界面)及PLC管控器等电气及气动管控件。特别说明,焊接可以自动操作、供带也可以自动操作,二者互不关联。且在同一台设备上。供带只是提供焊带给手工贴电池片栅线组合用(拉直、上助焊剂、且取好长度)。 电池片实验室用串焊机的焊带直径要求有哪些?

在电子产品制造领域,参数设置是一项至关重要的工作。它直接关系到生产效率和质量。特别是在焊接过程中,焊台轴、拉带轴和焊轴的参数设置显得尤为重要。接下来,我们将详细介绍这三个主要参数及其应用方法。首先,在焊台轴的参数设置中,速度是一个关键因素。由于焊台重量较大,惯性也相应较大,因此我们需要将速度设置得尽量慢。这样可以确保焊台在移动过程中不会出现位置偏差,从而提高焊接精度。其次,拉带轴的参数设置主要涉及到速度和保护的脉冲数。速度设置要适中,过快可能会导致拉力过大,造成焊带损坏;过慢则可能导致生产效率降低。保护的脉冲数则需要根据拉带机的特性进行设置,以确保在拉带机发生故障时,能够及时停止运转,避免造成更大的损失。 实验室用串焊机与普遍的串焊机规格有什么不同?智能卡实验室用串焊机工厂直销
红海新的实验室用串焊机的比较大尺寸范围为长1230mm(外悬箱比较大跨距)X宽750mmX高2030mm(警示灯顶部)。气象传感器实验室用串焊机案例
附有的自动供带机构的功能:主要是方便的提供上好助焊剂、且取好长度的焊带给手工贴电池片组合用,焊带连续工作的数量可设,长度可设。操作为以下:1.将焊带放置到供料轴上,并按照要求手动牵引焊带依次经过整形装置、上助焊剂装置、焊干装置、压紧装置、剪切装置等(即为开始次上焊带时的准备,当有焊带时就不需要了)。2.当需要焊带时,设定焊带的各参数以后,触点供带自动按钮,焊带夹爪前去拉取焊带,整形机构压紧焊带,经过一段整形长度也即拉直的动作过程,再到剪切模具,焊带经过剪断之后,被拉到设定的放带位置(可以放一个储料盒)。上助焊剂是在整形与烘干之间,烘干在上助焊剂与模具之间。只要焊带有运动过程上助焊剂与烘干就同时在进行。与此同时,拉带机构与放带机构的马达会配合动作。3.拉带机械手完成一根带的所有动作以后,重复以上的动作,直至完成设定的数量。 气象传感器实验室用串焊机案例
上一篇: 智能手机实验室用串焊机推荐厂家
下一篇: 储能太阳能折叠包实验室用串焊机电话