贵州光伏板小片串焊机工厂
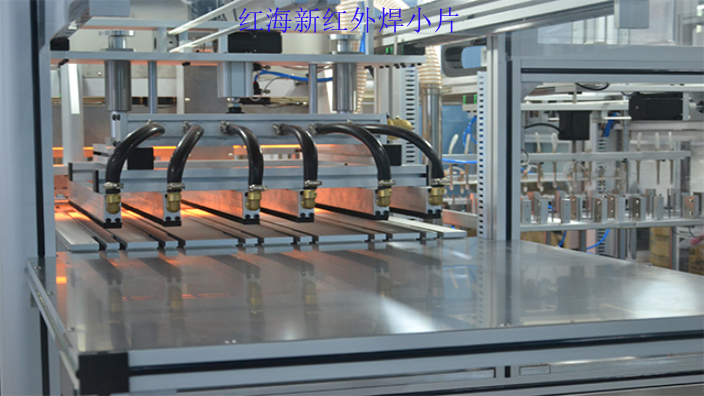
太阳能电池片串焊装置包括用于承载太阳能电池片和焊带的焊台、用于对焊台上的太阳能电池片和焊带进行红外加热的红外线灯管以及用于对焊台上加热完成的太阳能电池片和焊带进行抵压的焊带压紧机构,其中,焊带压紧机构通常包括若干条丝线以及用于固定各条丝线的线架,传统的各条丝线平行相间的设置在线架上,丝线在抵压焊带时,丝线由于抵压的相互作用会向远离抵压方向的一侧形成回弹,但是,现有的这种焊带压紧机构的丝线由于未对丝线进行相应的限位,导致丝线在抵压时,回弹空间较大,无法提供稳定且均匀的抵压力。小片红外串焊机具有完美的焊接效果,使产品质量得到明显提升。贵州光伏板小片串焊机工厂
小片红外串焊机
小片红外串焊机说明书:轻松掌控手动与自动模式想让您的串焊机操作更灵活吗?小片红外串焊机为您提供手动与自动两种操作模式,让您轻松应对不同场景。只需轻轻一按,即可在手动高速与手动速度之间切换,操作简单,方便快捷。同时,手动状态与自动状态的切换同样轻松,让您的工作更加效高。此外,我们的总复位按键与主画面的复位功能一样,让您轻松恢复初始设置。特别介绍手动拉带部分画面,拉带轴与翻转U轴寸动的速度可以选择手动速度与手动高速,其他位置运动过程则使用自动速度,让您的操作更灵活。选择小片红外串焊机,让您的工作更加效高、便捷。快来体验它的强大功能吧!重庆太阳能滴胶板小片串焊机维修小片红外串焊机手动画面有哪5个子菜单的画面?分别对应哪些菜单按钮?欢迎咨询!
小片红外串焊机的首三个调机联动动作,让您生产效率高小片红外串焊机作为一款先进的设备,在电池片生产过程中具有重要作用。 ,我们着重介绍该设备的三个关键联动动作,帮助您实现效率高的生产。首先,按下“拉直部分联动”按键,设备将自动完成一系列动作。拉直气缸将压紧焊带,同时拉直长度气缸将动作,将焊带靠模具一端往后拉长,实现焊带拉直的目的。这一系列动作连贯流畅,提高生产效率。其次,按下“上料部分联动”按键,设备将自动完成取片动作。X轴从初始位置到达取料位置,Z轴从初始位置往下运动直至到达吸嘴接触到电池片后回退时检测信号有变化的位置。此时吸住电池片,Z轴从该位置返回到达初始位置,X轴从该取料位置到达修正台的那个上料位置,Z轴从初始位置到达取料位置,自动关闭取片真空。随后,Z轴从取料位置返回到达初始位置,X轴从修正台的那个上料位置到达初始位置。这一系列动作准确无误,确保生产顺利进行。按下“拉带联动”按键,设备将自动完成一系列动作。翻转U轴取带位、拉带气缸打开、拉带轴等待位,拉带轴取带位,拉带气缸闭合夹紧焊带,拉带轴拉带位,压紧气缸压紧焊带,下切刀上升上切刀下降,下切刀上升或上切刀下降。这一系列动作一气呵成。
小片红外串焊机的修正台手动操作功能介绍。“X修正气缸”按键驱动修正对位平台中X方向的气缸电磁阀,驱动该气缸往X方向靠近及远离动作,从而达到电池片到达X方向的基准位置。为接下来的Y方向做准备。“Y修正气缸”按键驱动修正对位平台中Y方向的气缸电磁阀,驱动该气缸往Y方向靠近及远离动作,从而达到电池片到达Y方向的基准位置。达到双向位置。修正台是个整体移动的机构,承接从料盒经过取片机械手到修正台上的电池片,并在修正好后提供取放电池片到焊台的机械手来取的料。“修正台气缸输出”按键是切换“修正台气缸关闭”,驱动修正对位平台前后运动的那个气缸的电磁阀开关(向前就是修正台向远离料盒方向即与焊台同基准的方向,向后就是向料盒方向)。小片红外串焊机取放电池片到焊台的机械手手动功能介绍。放片Y轴寸动的速度可以选择手动速度,其它的位置运动过程是用的自动速度。“放片Y轴取料位”按键是驱动取放电池片到焊台的机械手直接到达取料位,该位置放片气缸可以驱动吸盘下去把修正好的电池片吸住再上来。“放片Y轴放料位”按键是驱动取放电池片到焊台的机械手直接到达放料位,该位置放片气缸可以驱动吸吸盘下去把修正好的电池片卸放到焊台上再上来。 小片红外串焊机的使用可以极大提高焊接效率,减少焊接时间和成本。

在当今环保意识日益增强的时代,太阳能电池片串焊装置成为了备受关注的新技术。这种装置采用了创新技术,大提高了太阳能电池片的焊接质量和效率。下面,让我们来详细了解一下这款太阳能电池片串焊装置的独特之处。首先,这款装置采用了高度调节模块,每个限位件都可以固定于箱体上。这种设计使得焊接位置能够准确调整,从而保证了焊接质量的稳定性。限位件为限位板,高度调节模块包括自箱体相对的两侧壁上凸出设置的凸耳、自限位板的相应端向上延伸并从对应的凸耳中部穿过的长螺杆,以及两个螺接于长螺杆上并对应从凸耳上下两侧夹紧凸耳的螺母。这种高度调节模块使得焊接位置的调整更加方便、准确。另外,限位件还可以是自箱体的敞口凸出而抵压于对应丝线上的限位凸块。高度调节模块包括设于箱体靠近焊带送入侧的侧壁并沿侧壁的高度方向延伸的长槽孔,以及将限位凸块锁固于长槽孔内的螺接件。限位凸块上还设有抵压每条丝线的抵压槽。这种设计使得焊接过程中的定位更加准确,从而保证了焊接质量的稳定性。 这款焊接设备采用先进的红外技术,能够实现高效、准确的焊接效果。四川红海新小片串焊机常见故障与处理方法
使用小片红外串焊机,可以极大减少人工干预,提高生产效率。贵州光伏板小片串焊机工厂
小片红外串焊机的电池片传送前后的机构介绍。传送X轴是驱动出料杆前后运动的那个机构。按其位置分为三个:等待位,传送位,切断位。此画面左边就是对此轴进行手动驱动的按钮及可以配合参数驱动的数据输入框。向左双箭头按键是顺着复位时马达的旋转的反方向的向后也就是往出料方向寸动,向后双箭头按键是向前寸动。”传送X轴等待位“按键是驱动马达旋转直接到等待位(就是复位以后的初始位置),这个位置是传送杆可以向上吸电池片直至凸轮电机上到上位后,传送杆准备向后传送。”传送X轴传送位“按键是驱动马达旋转直接到传送的位置,这个位置是传送杆向后传送一个电池片加一个片缝的距离,是传送杆到了这个位置可以向下把吸住的电池片放在焊台上进行卸放。”传送X轴切断位“按键是驱动马达旋转直接到切断位置,这个位置是传送杆向后传送一个片缝加上相邻两串的电池片之间的距离,是传送杆到了这个位置,可以向下把吸住的电池片放在焊台上进行卸放,并且这个位置是串切断模具可以上下动作对尾带进行一分为二的分离,所以称为切断位。 贵州光伏板小片串焊机工厂
上一篇: 17栅串焊机哪里有
下一篇: 安徽光伏路灯板小片串焊机规格