成都销售力控打磨共同合作
打磨力的数字量化及实时控制,保证了打磨力的均衡柔性输出,高精度力控制,不但可以解决打磨行业自动化实现难的痛点,又保证了批量工件的打磨效果的均匀性和一致性;打磨过程中的高频率振动对打磨机、机械手连接部分有不可逆的损伤,包括精度降低、关节损坏等,智能力控打磨控制系统对打磨力的控制,有效实现吸振功能,延长打磨机、机械手等设备寿命;智能力控打磨控制系统预留通用安装孔和转接法兰,通用安装于各品牌机器人、使用设备,并通过USB数据线、全双工异步控制线、TCP/IP的方式与市面通用设备连接、通讯,比较大化的帮助客户利用起现有设备,降低一次性投入成本。大儒科技(苏州)有限公司为您提供力控打磨 ,欢迎您的来电!成都销售力控打磨共同合作

针对薄壁件的自动打磨问题,安装使用智能打磨力控打磨是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力的控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。唐山力控打磨装置力控打磨 ,就选大儒科技(苏州)有限公司,用户的信赖之选。
在汽车制造业中,目前关于车辆焊缝自动打磨技术主要是针对车辆的梁体焊缝、车顶焊缝、汽车保险杠焊缝、车门焊缝等构建的自动打磨。比如为满足车厢后续喷涂底漆、面漆,保证漆面均匀性的工艺要求,需将车厢板面间焊缝打磨的表面光滑均匀,并尽量减小板面打磨变形。焊缝打磨过程中的难点主要是焊缝高低不平、焊接工件的形变等原因造成的打磨不到或者过磨等现象,DFC力控打磨在应用层做到了傻瓜式操作,将不同工艺场景(合模线打磨、平面/曲面打磨、焊缝打磨、毛刺打磨等)编程调试简略化,缩短工艺调试周期;工艺层面,不同打磨场景的工艺配方是具有针对性且实时动态变化的,DFC力控打磨基于打磨工艺自主研发的控制算法,打磨的效果更加均匀和一致,适合汽车制造类的批量打磨生产。
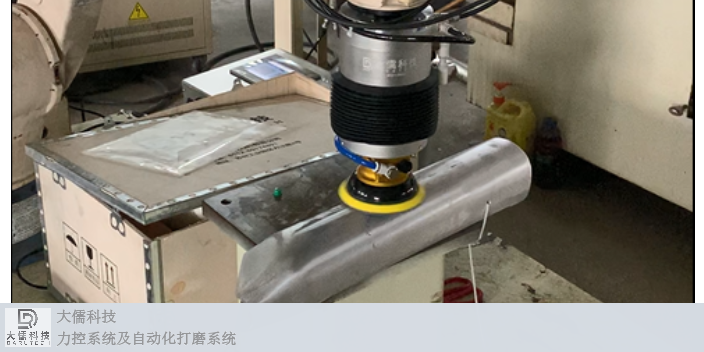
气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控打磨安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控打磨,在力控打磨执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控打磨,但是DFC力控打磨的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控打磨,力控打磨效率高,工件打磨后的圆度一致性好。大儒科技(苏州)有限公司为您提供力控打磨 ,有想法的可以来电咨询!
铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。大儒科技(苏州)有限公司为您提供力控打磨 ,有想法的不要错过哦!北京本地力控打磨答疑解惑
大儒科技(苏州)有限公司为您提供力控打磨 ,期待您的光临!成都销售力控打磨共同合作
因六关节机器人在定位精度、运动耦合方面表现出极大的优势,且工作空间大、工件易于夹持,其在自动化打磨应用中,包括抛光、打磨、去毛刺等方面的应用越来越普遍,但同时也面临许多挑战:1)打磨过程是一个复杂的工艺过程,对其机理的研究还不够深入,使得自由曲面的打磨加工成为模具生产、制造中的薄弱环节和制约模具制造业发展的瓶颈;2)待加工表面复杂多样,需要一种灵活的、适应性强的方式来控制打磨的精度。目前,打磨行业里应用机器人仍主要采用示教的方式,通过离线移动机器人到达目标点,然后通过机器人编程语句逐点记录。其中,为了得到要求的表面加工精度,还需要操作人员在过渡处插补点位以光顺过渡调整机器人的位姿。要完成一个复杂件的打磨作业,需要数天的示教及调试,容易出错,且对操作人员的熟练程度要求很高。成都销售力控打磨共同合作
上一篇: 北京精密力控打磨值得推荐
下一篇: 洛阳力控打磨欢迎咨询