优势解决方案产业
2.闭线扫描(ClosedLinearScan)闭线扫描方式允许扫描内表面或外表面,它只需“起点”和“方向点”两个值(PCDMIS程序将起点也作为终点)。(1)数据输入操作双击边界点“1”,在编辑对话框中输入位置;双击方向点“D”,输入坐标值;选择扫描类型(“线性”或“变量”),输入步长,定义触测类型(“矢量”、“表面”或“边缘”);双击“初始矢量”,输入第“1”点的矢量,检查截面矢量;键入其它选项后,点击“创建”。也可使用坐标测量机操作盘触测被测工件表面的较早测点,然后触测方向点,PCDMIS程序将把测量值自动放入对话框,并自动计算初始矢量。选择扫描控制方式、测点类型及其它选项后,点击“创建”。解决方案营销如何进行有效的市场拓展。优势解决方案产业
解决方案
面轮廓度和平面度是有质的区别。如果是曲面就不会有求平面度,应该是面轮廓度。就平面而言,面轮廓度和平面度也是有质的区别:平面度不带基准,面轮廓度会会带基准,如果不带基准的面轮廓度,是表示自身变化在一个中心线的下负公差里偏移。平面度就是一个面上报有点在理论高度上的最大值和最小值点的总和。
面轮廓度描述曲面尺寸准确度的主要指标为轮廓度误差,它是指被测实际轮廓相对于理想轮廓的变动情况。面轮廓度是限制实际曲面对理想曲面变动量的一项指标,它是对曲面的形状精度要求。是实际被测要素(轮廓面线要素)对理想轮廓面的允许变动。描述曲面尺寸准确度的主要指标为轮廓度误差,它是指被测实际轮廓相对于理想轮廓的变动情况。平面度是指基片具有的宏观凹凸高度相对理想平面的偏差。 优势解决方案产业机器人运用解决方案。
测量方法和评定方法不同,数据处理的方法也不相同。选定某一测量方法和评定方法,可能直接得到实际表面的平面度误差值,如采用打表法进行测量,再用对角线法评定其平面度误差,则可不必进行数据处理,可直接得到测量结果;采用水平仪进行测量,则不论采用何种评定方法,均需进行数据处理;而对于任何一种测量方法,如果按较小区域法来评定其平面度误差,都必须进行数据处理才能得到平面度误差值。另外,还应注意到,测量基准面和评定基准面一般是不重合的(或说不平行的)。
日常保养改变管理方式防止”假期综合症”三坐标测量机的组成比较复杂,主要有机械部件、电气控制部件、计算机系统组成。平时我们在使用三坐标测量机测量工件的同时,也要注意机器的保养,以延长机器的使用寿命。下面我们从三个方面说明三坐标测量机的基本保养。机械部件三坐标测量机的机械部件有多种,我们需要日常保养的是传动系统和气路系统的部件,保养的频率应该根据测量机所处的环境决定。一般在环境比较好的精测间中的测量机,我们推荐每三个月进行一次常规保养,而如果用户的使用环境中灰尘比较多,测量间的温度湿度不能完全满足测量机使用环境要求,那应该每月进行一次常规保养,对测量机的常规保养,应了解影响测量机的因素解决方案必须是客观的。
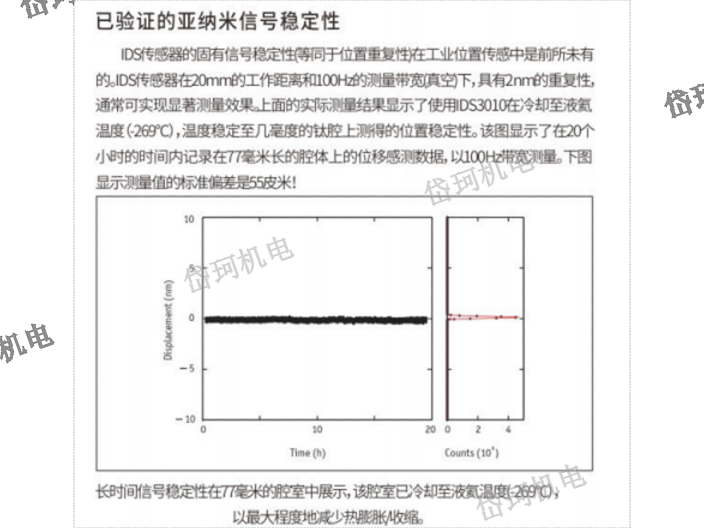
3.采用小孔出气**技术,耗气量为30L/Min,在轴承间隙形成冷凝区域,抵消轴承运动摩擦带来的热量,增加设备整体热稳定性。仔细研究各厂家的技术指标,会发现:欧潼精密的耗气量为30L/Min,而其他的厂家在50-150L/MIN之间.按照物理学理论,当气体以一定的压力通过圆孔的时候,会因为气体摩擦产生热量,在高精密测量中,微小的热量也会影响精度的稳定性,而当出气孔的孔径小于一定的直径的时候,却会相反的会在出气孔的周围形成冷凝效应!正是利用这一物理学原理,采用欧潼小孔出气的技术,使得冷凝效应恰恰抵消测量中因为空气摩擦产生的微弱热量,使得设备保持长时间的温度稳定性,从而保证精度稳定性!问题为什么会发生,是否还会再次产生,这种问题是否会导致其它的问题。优势解决方案产业
解决方案营销的需求分析。优势解决方案产业
三坐标测量仪:精密测量模具装备的仪器.
三坐标测量仪三轴均有气源制动开关及微动装置,可实现单轴的精密传动,采用高性能数据采集系统。应用于产品设计、模具装备、齿轮测量、叶片测量机械制造、工装夹具、汽模配件、电子电器等精密测量。
三坐标测量仪是指在一个六面体的空间范围内,能够表现几何形状、长度及圆周分度等测量能力的仪器,又称为三坐标测量机或三坐标量床。三坐标测量仪又可定义“一种具有可作三个方向移动的探测器,可在三个相互垂直的导轨上移动,此探测器以接触或非接触等方式传递讯号,三个轴的位移测量系统(如光栅尺)经数据处理器或计算机等计算出工件的各点(x,y,z)及各项功能测量的仪器”。三坐标测量仪的测量功能应包括尺寸精度、定位精度、几何精度及轮廓精度等。 优势解决方案产业
上一篇: 粗糙度激光干涉仪3D玻璃测量
下一篇: 浙江发展解决方案