浙江LI-HSUN丽勋半钨钢固定顶针
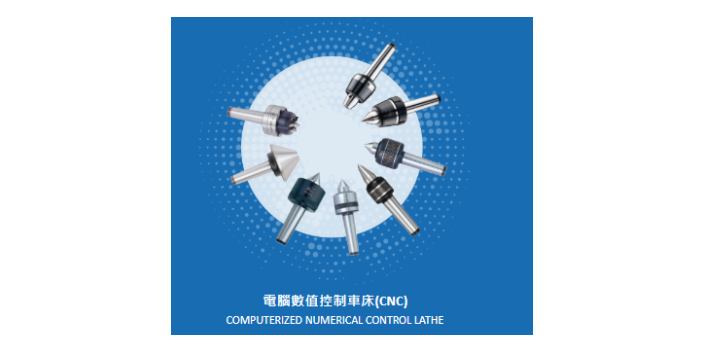
中负荷顶针-NCD (替换式):1. 使用双列斜角滚珠轴承、止推轴承及滚针轴承之组合;2. 适用于 CNC 车床,具高速及中负荷使用,具防水性;3. 车床尾座调整压力建议 5~8 公斤。可调式顶针-NCR 型:1. 心轴使用合金工具钢之材质,真空热处理( HRC60°±1°)具高钢性及耐磨性;2. 使用锥状、止推以及滚针轴承之组合;3. 适用于中、重负荷使用,具防水性;4. 车床尾座调整压力建议 5~8 公斤;※ 防水设计。超重负荷顶针-SW 型:1. 心轴使用合金工具钢之材质,经真空热处理,使心轴更具耐磨性,硬度较高( HRC60°~62°);2. 适用于重型车床及较重负荷载使用,具防水性;3. 车床尾座调整压力建议 5~12 公斤;※ 防水设计。LI-HSUN丽勋钻夹头-XH型适用于铣床、钻床及重型钻加工,具有高精度和强大的刚性。浙江LI-HSUN丽勋半钨钢固定顶针

钨钢固定顶针:1. 本体使用高碳钢;经热处理;2. 本体及顶心经过研磨处理;3. 适用于车床及磨床等机械;4. 外径斜度采用DIN806规格。半钨钢固定顶针:1. 本体使用高碳钢;经热处理;2. 本体及顶心经过研磨处理;3. 适用于车床及磨床等机械;4. 外径斜度采用 DIN806 规格。高速顶针-NCH 型:1.前端使用双列滚珠轴承及止推轴承,滚针轴承之组合;2. 适用于 CNC 车床,具中负荷使用与防水性;3. 车床尾座调整压力建议 5~8 公斤;NCH-B 型;适合小工作物之加工切削。浙江LI-HSUN丽勋半钨钢固定顶针光电式寻边器不需要回转测量,精确度可达到±0.005mm。
CNC车床的优势主要体现在以下几个方面:1. 高精度:CNC车床采用数字控制系统,可以实现高精度的加工,保证了零件的尺寸精度和表面质量。2. 高效率:CNC车床具有自动化程度高、加工速度快的特点,可以很大程度提高生产效率,减少人力成本。3. 灵活性:CNC车床可以根据不同的加工要求进行编程,实现多种加工方式的切换,适应不同的加工需求。4. 自动化程度高:CNC车床可以实现自动换刀、自动测量、自动修正等功能,减少了人工操作的繁琐性,提高了生产效率。5. 可编程性强:CNC车床可以通过编程实现复杂的加工操作,可以加工各种形状的零件,提高了加工的灵活性和多样性。
在使用CNC车床时,需要注意一些问题。首先,操作人员需要具备一定的编程和操作技能,熟悉CNC车床的工作原理和操作规程。缺乏相关知识和经验的操作人员可能会导致程序错误、工艺失误等问题。其次,CNC车床的维护和保养也非常重要。定期检查和清洁设备,及时更换磨损的刀具和零部件,可以延长设备的使用寿命和保持加工质量。另外,CNC车床的安全性也需要重视。操作人员应遵守相关的安全规定和操作规程,正确使用防护设备,避免事故和伤害的发生。计算机数值控制车床(CNC)在现代制造业中具有许多优点,如高精度、高效率、灵活性和自动化监控等。然而,在使用时需要注意操作人员的技能和经验、设备的维护和保养以及安全性等问题。只有充分发挥CNC车床的优势,并正确使用和维护设备,才能实现高质量、高效率的加工。LI-HSUN丽勋钻夹头-XHSP型专为强扭矩场合设计,具有优良的精度和两倍的夹紧力。
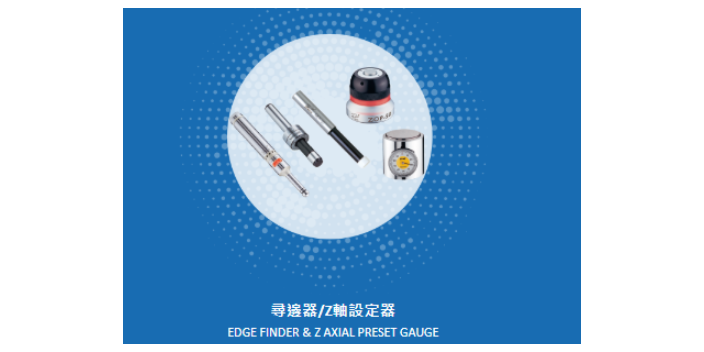
丽勋企业有限公司成立于公元1978年,并于2003年10月正式进驻台中工业区,占地1682平方公尺。丽勋企业有限公司一直秉持着【求质、求实、求精、求新】的精神理念提供顾客较好的产品与服务。在累积了四十几年的技术、经验及全体员工不断的努力下,研发制造一系列CNC回转顶针(高速、轻、中、重型之回转顶针)、替换式顶针、高性能顶针及重型回转顶针…约10多种顶针产品。此外,更进一步研发出Z轴设定器(光电型、附表型)、寻边器 (光电式、机械式)以及不导瓷之全陶瓷寻边器。为了在国际市场奠定更稳固的基础外,面对新世纪的挑战,积极强化企业体系以增加顶针产品之竞争力;同时本公司更朝钻头研磨机、铣刀研磨机等系列产品进行研发。不断提供顾客优越的顶针产品及顾客服务,努力朝向“发展创新、提升效率、保证质量”,之目标向前迈进。寻边器的夹持部分安装在刀柄上,测量部分由直径很小的圆柱面组成。浙江LI-HSUN丽勋半钨钢固定顶针
LI-HSUN丽勋钻头研磨机的钻头锁紧设计装置带有轴承,提供更好的锁定效果。浙江LI-HSUN丽勋半钨钢固定顶针
寻边器数控加工中心操作步骤:1、开机,各坐标轴手动回机床原点 2、刀具准备 根据加工要求选择Φ20 立铣刀、Φ5中心钻、Φ8麻花钻各一把,然后用弹簧夹头刀柄装夹Φ20立铣刀,刀具号设为T01,用钻夹头刀柄装夹Φ5中心钻、Φ8麻花钻,刀具号设为T02、T03,将对刀工具寻边器装在弹簧夹头刀柄上,刀具号设为 T04 。3 、将已装夹好刀具的刀柄采用手动方式放入刀库, 即1 )输入 “T01 M06” ,执行2 )手动将 T01 刀具装上主轴3 )按照以上步骤依次将 T02 、 T03 、 T04 放入刀库4、清洁工作台,安装夹具和工件 将平口虎钳清理干净装在干净的工作台上,通过百分表找正、找平虎钳,再将工件装正在虎钳上。浙江LI-HSUN丽勋半钨钢固定顶针
上一篇: 辽宁卡盘3H-18
下一篇: 韶关卡盘VH2-2204