广东纯硅油雾化喷涂供应
微量液体后喷涂实施方案。根据常用液体酶制剂的喷洒工艺流程及相关技术规范,综合考虑现场应用时的技术因素,将液体喷涂设备应用于饲料、玉米等需要对物料表面进行微量液体喷洒的工艺需要。后喷涂实施方案内容包括:1、产品介绍:原理、组成、功能及特点等;2、现场情况及需求;3、设备安装方案:安装方案示意图、流程图、安装说明等;4、实施计划内容和时间安排。控制系统原理及流程。PLC是控制系统的重点,流量传感器检测物料的流量信号,PLC读取物料流量,并根据设定的投放率,输出脉冲信号控制计量泵,使酶制剂喷洒量达到设定要求。平台秤检测酶制剂储存桶重量,系统根据设定的重量下限,实时监控,当重量到达低限时,触摸屏会自动弹出报警窗口,提示工作人员添加液体。相关生产数据保存在系统内部,可进行综合查询。雾化喷涂能耗低、雾化效率高。广东纯硅油雾化喷涂供应
微量液体后喷涂实施方案。酶制剂平台秤是计量酶制剂重量的称重装置,检测到的酶制剂重量显示在触摸屏中。当储存桶内的酶制剂重量低于预设的报警下限时,触摸屏就会显示报警信号提醒工作人员添加酶制剂。在酶制剂平台秤的下方是液体酶制剂流量的控制系统,包括计量泵背压阀和电接点压力表等。计量泵入口与酶制剂储存桶连接,酶制剂从储存桶中经过过滤器被计量泵输送到喷嘴处,中间还要经过背压阀、单向阀等装置,在喷嘴处和气体混合喷洒出去。传感器运输时会用螺丝顶住传感器,防止运输振动对传感器的影响。在到达现场后,需要松开顶住传感器的螺丝。天津硅油雾化喷涂批发雾化喷涂可以精确地控制液滴尺寸和分布。
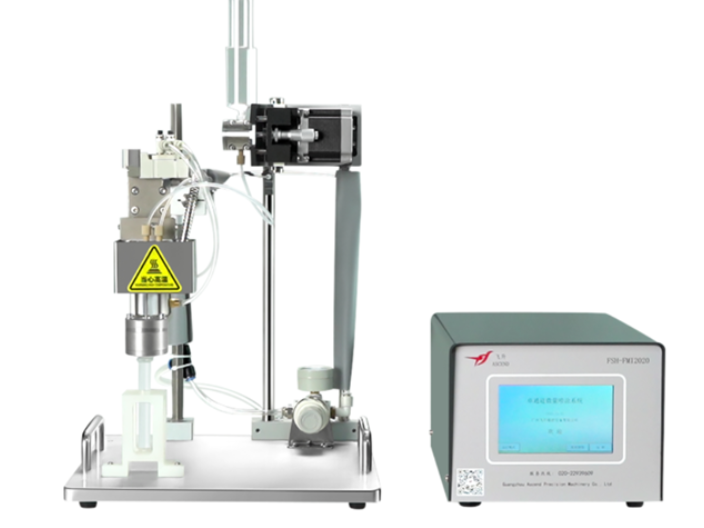
微量液体后喷涂实施方案。电控箱是后喷涂设备的重点控制部件。电控箱的面板包括:触摸屏、电源开关、急停按钮、报警指示灯。电控箱内部包括PLC、模拟量模块、开关电源、变压器、滤波器、中间继电器等元件。电源开关用于控制设备的总电源。为了安全起见,设有一个急停按钮,处理突发情况时使用。设备所有操作,包括生产操作,流量的标定、重量的标定、系统设置、报表查询等在触摸屏上进行。电控箱内采用24V低压控制,安全可靠。西门子PLC性能稳定,寿命长久。酶制剂平台秤是计量酶制剂重量的称重装置,检测到的酶制剂重量显示在触摸屏中。当储存桶内的酶制剂重量低于预设的报警下限时,触摸屏就会显示报警信号提醒工作人员添加酶制剂。
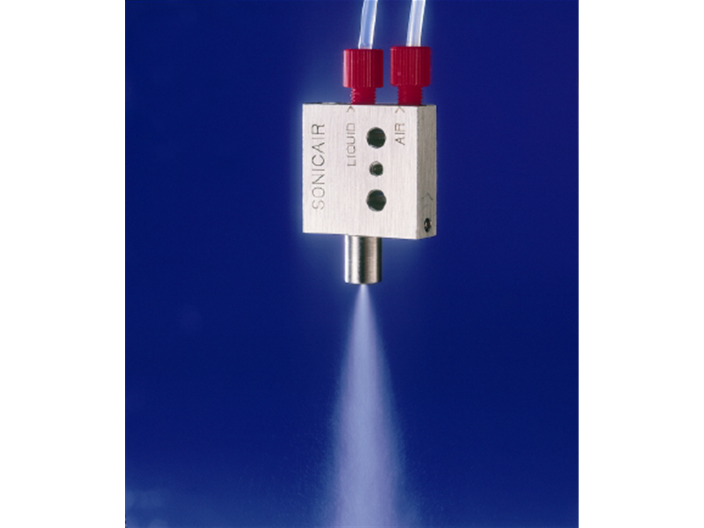
微量喷涂喷嘴。为了实现微量喷涂工艺,需要在采购脱膜剂、喷涂设备及喷涂技术方面进行投入。由于必须对脱膜剂进行精细计量,所以需要使用微量喷涂喷嘴,这一喷嘴能够可靠地对脱膜剂进行精细计量。喷嘴既能喷涂水性,也能喷涂油性的脱膜剂浓缩液。根据容积的不同,喷嘴每个周期内能喷涂0,043ml至0,119ml。喷涂量可以通过喷嘴螺丝进行调节。大喷涂量为0,076ml的微量喷涂喷嘴DD1/76,每一转计量为0,0127ml。喷嘴被加工成标准件。通过可替换喷嘴套口,喷涂模式可以调整为与各个使用区域相配合。喷嘴所需控制压力为3-6bar,大涂化空气压力可以保持在约10bar的状态。雾化喷涂保持圆柱形头和车身之间的距离约为10mm。
喷涂雾化方式及利用率分析!HVLP(HighVolumeLowPressure)高流量低气压喷涂技术,是目前涂装行业较先进的现代喷涂技术。它是以极低的风帽雾化压力(0.7巴,进气压力为2.0巴)雾化涂料,从而减少过喷带来的涂料损耗及环境污染,配合相对较高的压缩空气流量(耗气量约为每分钟430公升)来补充能量,完成雾化。HVLP先是由美国阿波罗公司在20世界70年代引入市场,1988年由美国加里佛尼亚州南海岸空气质量管理局提出并制定相关的1151环保管理条例,当时规定只有喷枪风帽处空气雾化压力低于0.7巴(≤0.7巴),而涂料传递效率高于65%的喷枪,亦即HVLP喷枪才可在区内使用。HVLP环保省漆系列喷枪的特点是节省涂料(实际使用比传统喷枪节省15-30%的涂料)及减少污染,然而其每分钟约430升的耗气量较传统喷枪略高,故需要较强而稳定的压缩空气供应系统及与传统喷枪稍为不同的喷涂手法。雾化喷涂得到推广应用体现了很好的节约涂料效果。造影雾化喷涂厂家
雾化喷涂雾滴的大小则与超声波的频率及液体的表面张力有关。广东纯硅油雾化喷涂供应
微量液体后喷涂实施方案。控制箱。电控箱是后喷涂设备的重点控制部件。电控箱的面板包括:触摸屏、电源开关、急停按钮、报警指示灯。电控箱内部包括PLC、模拟量模块、开关电源、变压器、滤波器、中间继电器等元件。电源开关用于控制设备的总电源。为了安全起见,设有一个急停按钮,处理突发情况时使用。设备所有操作,包括生产操作,流量的标定、重量的标定、系统设置、报表查询等在触摸屏上进行。电控箱内采用24V低压控制,安全可靠。西门子PLC性能稳定,寿命长久。广东纯硅油雾化喷涂供应