东莞给水压力管道等级
压力管道是指所有承受内压或外压的管道,无论其管内介质如何。压力管道是管道中的一部分,管道是用以输送、分配、混合、分离、排放、计量、控制和制止流体流动的,由管子、管件、法兰、螺栓连接、垫片、阀门、其他组成件或受压部件和支承件组成的装配总成。焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容焊接工艺评定检测范围:适用于锅炉,压力容器,压力管道,桥梁,船舶,航天器,核能以及承重钢结构等钢制设备的制造、安装、检修工作。适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。从事制造、安装或检修工作的企业。压力管道长径比很大,极易失稳,受力情况比压力容器更复杂。东莞给水压力管道等级

在工业发展中,压力管道的应用越来越广,随之而来焊接工程也就繁重起来。如何做好这项工作及一般管道焊接的过程是怎样的呢?一般先要做焊前准备,再进行焊口组对,接着开始定位焊缝,之后就开始在正常的焊接及注意事项,还有就是进行焊后热处理。期间贯串检验、评定、辅助等工作,在实际施工中,情况复杂,是一个焊接生产管理的系统工程。在这里主要讲一讲预热和焊后热处理。焊前预热预热通常应根据焊接工艺指导书(WPS)中规定,并经焊接工艺评定验证。包括管道所有类型的焊接,比如:定位焊、补焊、螺纹接头的密封焊等。当用热加工法进行切割、开坡口清根、开槽、焊接临时焊缝时,也应考虑预热要求。需要预热的焊件,其层间温度不低于预热温度。其中奥氏体不锈钢焊接时,层间温度宜低于150℃;马氏体不锈钢焊接时,层间温度宜低于315℃。东莞给水压力管道等级压力管道定义,压力管道资质有哪些?
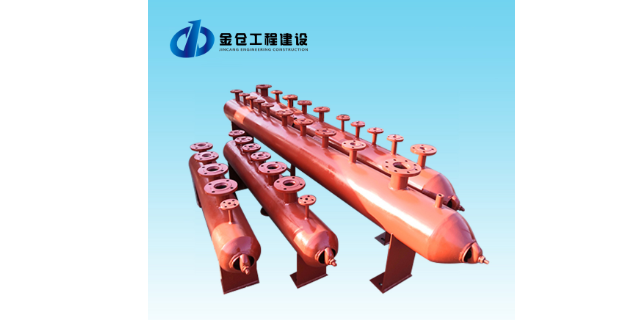
压力管道能否安全运行,要看压力管道的设计是否合理。根据《压力管道安全管理监察条例》和《特种设备安全监察条例》的要求,压力管道必须由取得设计资质的设计单位设计。但在实际使用中发现压力管道设计存在问题,如无证单位设计或自行设计、无设计资料、结构不合理、压力管道材料不符合要求等。压力管道由管道、法兰、三通、阀门等管道部件组成,只有部件的质量符合要求,才能保证管道的安全。使用中的压力管道在制造方面存在阀门泄漏和生锈现象,可能是由于三通、弯头等管道部件存在制造缺陷,防腐、密封不符合要求等。压力管道的安装质量,直接影响到压力管道的安全是否符合要求,在压力管道安装过程中容易埋下隐患。根据《压力管道安全管理监察条例》和《特种设备安全监察条例》的要求,压力管道必须由取得安装资质的单位安装。事实上,大部分压力管由无证单位安装,无安装验收资料,焊质量较差,存在咬边、气孔、夹渣、未焊透等焊接缺陷。
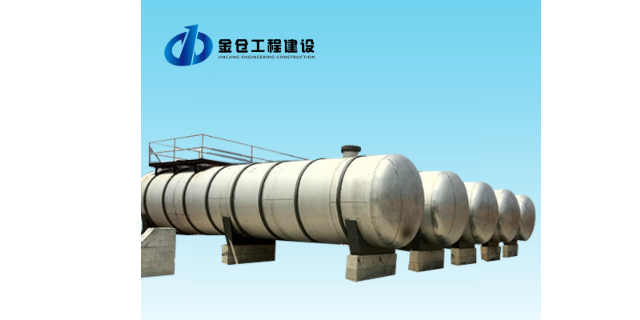
从广义上理解,压力管道是指所有承受内压或外压的管道,无论其管内介质如何。压力管道是管道中的一部分,管道是用以输送、分配、混合、分离、排放、计量、控制和制止流体流动的,由管子、管件、法兰、螺栓连接、垫片、阀门、其他组成件或受压部件和支承件组成的装配总成。从中国颁发《压力管道安全管理与监察规定》以后,“压力管道”便成为受监察管道的名词。在《压力管道安全管理与监察规定》第二条中,将压力管道定义为:“在生产、生活中使用的可能引起燃爆或中毒等危险性较大的特种设备”。压力管道安装需要注意哪些安全问题?
压力管道资质有哪些?首先包括压力管道设计资质许可证、压力管道安装资质许可证,适用领域涵盖石油石化、工业设备、工业制造等领域。、安装资质许可证:长输管道系指产地、储存库、使用单位间的用于输送商品介质的管道。设计压力大于(表压,下同)的长输输油输气管道,GA1级覆盖GA2级。安装资质许可证长输管道系指产地、储存库、使用单位间的用于输送商品介质的管道。GA1级以外的其他长输管道。安装资质许可证∶由门站、储配站、各类气源厂站等燃气厂站至用户之间或厂站之间公用性质的燃气管道及其附属设施。附属设施包括线路阀室、调压站(含调压箱)、凝水缸等。、安装许可证资质∶由热源出口分界点至热用户(民用或工业)进口分界点之间,敷设在城镇范围内的蒸汽管道和热水管道及其附属设施。其中蒸汽介质设计压力小于或等于,设计温度小于或等于350℃;热水介质设计压力小于或等于,设计温度小于或等于200℃。压力管道焊接工艺评定。珠海污水压力管道设计资质
简述压力管道腐蚀的种类。东莞给水压力管道等级
焊接工艺评定是保证锅炉、压力容器和压力管道焊接质量的一个重要环节。焊接工艺评定是锅炉、压力容器和压力管道焊接之前技术准备工作中一项不可缺少的重要内容焊接工艺评定检测范围:适用于锅炉,压力容器,压力管道,桥梁,船舶,航天器,核能以及承重钢结构等钢制设备的制造、安装、检修工作。适用于气焊,焊条电弧焊,钨极氩弧焊,熔化极气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。从事制造、安装或检修工作的企业。焊接工艺评定流程:压力管道焊接工艺评定-管道焊缝质量检测机构焊接工艺评定项目:试验准备在预焊接工艺规程批准后,进行焊前的准备工作。试件施焊焊前准备工作完毕,由施焊人员根据预焊接工艺规程进行施焊,同时,技术人员负责对施焊过程进行记录。:试验目的:检查焊缝表面有无缺陷。试验方法:有肉眼或放大镜观察试件接头的表面。无损检测:试验目的:检查焊缝表面和内部有无缺陷。试验方法:表面缺陷-磁粉检测(MT)渗透检测(PT)内部缺陷-超声探伤(UT)射线探伤(RT)。实验室检测项目:拉伸测试,弯曲测试,冲击测试,硬度测试,低倍金相测试。东莞给水压力管道等级
上一篇: 潮州工业压力管道改造
下一篇: 茂名低压压力管道gc2资质