益阳自动化塑料托盘出厂价
货物的高度不宜超过托盘的边缘,以免在搬运和运输过程中发生倒塌。如果货物较高,可以采用分层码放的方式,每层之间使用垫板隔开,以增加稳定性。对于一些特殊形状的货物,如圆柱体、圆锥体等,要注意货物的摆放方向,使其重心与托盘的重心保持一致,以确保托盘在搬运过程中的稳定性。选择合适的叉车不同规格的塑料托盘需要使用不同类型的叉车进行搬运。一般来说,对于标准规格的托盘,可以使用手动叉车、电动叉车或内燃叉车等;对于大型或重型托盘,可以使用重型叉车或堆高机等。在选择叉车时,要根据托盘的尺寸、重量和搬运距离等因素进行综合考虑。塑料托盘实用,方便搬运,物流好工具。益阳自动化塑料托盘出厂价
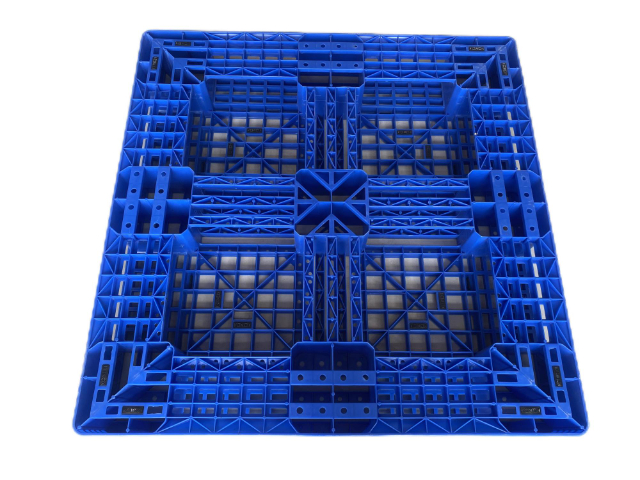
塑料托盘
在生产过程中,要对生产设备的温度、压力、时间等工艺参数进行实时监控。例如,在注塑成型过程中,注塑机的注射压力和温度直接影响托盘的成型质量。如果压力不足或温度不当,可能会导致托盘出现缺料、气泡、变形等质量问题。生产出的塑料托盘成品需要进行仔细的检测。检测内容包括托盘的尺寸精度、承载能力、外观质量等。尺寸精度的检测可以使用量具如卡尺、千分尺等,确保托盘的尺寸符合设计要求,以便与其他物流设备兼容。承载能力的检测需要使用测试设备,模拟静载和动载情况,保证托盘在实际使用中的安全性。外观质量检测包括检查托盘表面是否有划痕、气泡、飞边等缺陷。黄冈胶带塑料托盘批发选好塑料托盘,开启物流新旅程。
《托盘共用系统塑料平托盘》(GB/T 35781-2017):规定了托盘共用系统中塑料平托盘的规格尺寸、技术要求、试验方法、检验规则、标志、包装、运输和贮存等。对于塑料托盘的曲饶值标准,一般而言,我国塑料托盘曲饶值不能大于 5%。国家标准托盘尺寸的公差范围很小,平托盘的外扩尺寸公差一般为 0 - 6mm 左右,塑料托盘生产中规定的公差为 ±3mm45。对于塑料托盘的曲饶值标准,一般而言,我国塑料托盘曲饶值不能大于 5%。国家标准托盘尺寸的公差范围很小,平托盘的外扩尺寸公差一般为 0 - 6mm 左右,塑料托盘生产中规定的公差为 ±3mm45。
注塑成型是生产塑料托盘比较常用的工艺之一。将塑料原料加热至熔融状态后,通过注塑机的螺杆将熔融塑料注入预先设计好的模具型腔中。在模具内,塑料冷却凝固成型。注塑成型可以生产出形状复杂、精度较高的塑料托盘,并且生产效率相对较高。这种工艺适合大规模生产统一规格的塑料托盘,如标准尺寸的物流托盘。吹塑成型工艺是将塑料原料加热并通过挤出机挤出成管状型坯,然后将型坯放入模具中,通过向型坯内吹入压缩空气,使型坯紧贴模具内壁成型。吹塑成型生产的塑料托盘具有较好的整体性和强度,尤其是在生产大型、中空结构的托盘时具有优势。例如,一些用于大型机械设备运输的超大尺寸塑料托盘可以采用吹塑成型工艺。塑料托盘给力,承载货物,物流加速度。
塑料托盘国家标准对其有多项具体要求。首先,在温度方面,要求塑料托盘在 40℃至零下 25℃温度之间,要有足够的强度和刚度、防滑性能,保证在运输、装卸、堆码过程中安全使用。装载货物时可以平整堆码 3 层,托盘闲置的时候可以稳定的多层堆码。其次,外观上,塑料托盘表面要平整、没有飞边,没有影响使用的裂纹、变形,同批次生产的塑料托盘不能有明显的色差,颜色要基本一致。在物理机械性能方面,需按相关标准依次进行各项试验。如堆码试验中,单面使用和双面使用的塑料托盘变形量均应≤4 毫米;抗弯强度试验中,单面使用塑料托盘挠度值有相应要求,双面使用塑料托盘残余挠曲率为 1.5%;下铺板强度试验中,挠曲率有具体指标;角跌落试验中,对角线变化率为 1%;均载强度试验中,挠曲率也有明确规定。同时,国家标准还规定了塑料平托盘的产品分类、技术要求、试验方法、检验规则和标志、运输、贮存等基本要求。适用于以高密度聚乙烯、聚丙烯等为主要原料,能两向或四向进叉载荷 P 为 1000kg 的单面、双面使用的塑料平托盘。坚固塑料托盘,承载梦想,物流新动力。永州出口塑料托盘批发厂家
选对塑料托盘,托住财富,物流更精彩。益阳自动化塑料托盘出厂价
塑料托盘长时间暴晒在阳光下或淋雨,可能会导致托盘老化、变形,降低托盘的使用寿命。在存放托盘时,要选择干燥、通风、避免阳光直射的地方。如果托盘需要在户外使用,可以采用覆盖物进行保护。为了确保塑料托盘的正常使用,要定期对托盘进行检查和维护。检查内容包括托盘的外观是否有损坏、变形,托盘的插孔是否有堵塞,托盘的承载能力是否下降等。如果发现托盘有损坏或故障,要及时进行维修或更换。塑料托盘在使用过程中会产生一定的废弃物,如损坏的托盘、包装材料等。这些废弃物要进行妥善处理,避免对环境造成污染。可以采用回收、再利用等方式,减少废弃物的产生。益阳自动化塑料托盘出厂价
上一篇: 十堰塑料塑料托盘哪家便宜
下一篇: 孝感包装塑料托盘概念设计