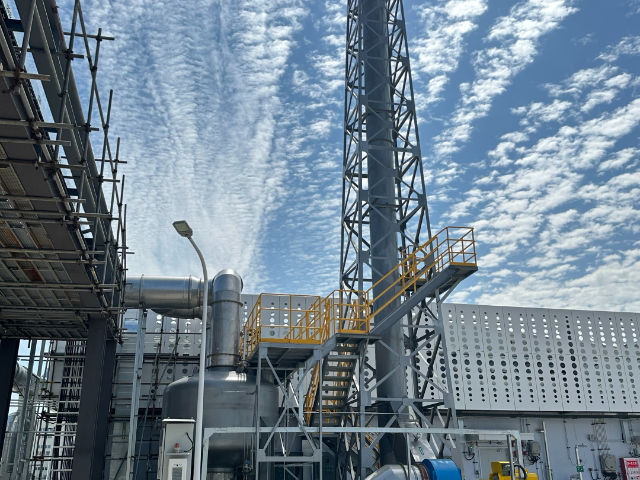
RTO阀门废气处理系统
催化燃烧法,催化燃烧是在催化剂的作用下,将废气中的有害可燃组分完全氧化为二氧化碳和水的过程。优点:催化燃烧器净化率高、工作温度低、能量消耗少、对可燃组分浓度和热值限制少,操作简便和安全性好。缺点:有的气体燃烧条件苛刻,需高温、高空和高水蒸气分压,因此催化剂必须具备较高的活性、高热稳定性和较高的水热稳定性,以及一定的抗中毒能力。活性炭吸附法,活性炭吸附是将有机废气由排气风机送人吸附床,有机废气在吸附床被活性炭吸附剂吸附而使气体得到净化,净化后的气体排向大气即完成净化过程。优点:吸附率高,运行能耗低,费用成本低,安全可靠,适用于有爆裂的危险场所,吸附剂可以回收,节能环保。缺点:不耐高温,在湿润的条件下不能保持很好的吸附能力;易燃,较快达到饱和吸附而失去效用;产生二次固体或液体污染物。废气处理设备一般需要遵循相关的法规标准和环境保护要求。RTO阀门废气处理系统

膜分离法是利用有机废气中各组分在透过半透膜时的透过速率不同而使各组分分离的工 艺,常用有渗透汽化膜和蒸气渗透膜两种。渗透汽化膜是有机废气透过一种具有选择性的 薄膜时,由于有机废气中各组分分子间的亲和力不同,因而透过速率不同,从而有机废气 中各组分得以分离。有机废气经热泵回收部分高浓度挥发性有机物后,可降低有机废气中 挥发性有机物的浓度,再透过渗透汽化膜将其余有机物进行浓缩回收,常用有亲水性聚氧 烯类聚合物,如聚丙烯酸、聚酰亚胺和聚砜类聚合物,如聚醚砜、聚偏氟乙烯等。蒸气渗透 膜是有机废气中各组分通过多孔性半透膜时,低沸点组分通过渗透而冷凝为蒸气被回收,高 沸点组分被富集,从而使有机废气中各组分得以分离。该方法适用于处理低浓度的有机废 气,可回收有机物。RTO阀门废气处理系统废气处理技术的选择应根据废气的成分和排放标准进行,确保处理效果达标。
吸附法,有机废气中的吸附法主要适用于低浓度、高通量有机废气。现阶段,这种有机废气的处理方法已经相当成熟,能量消耗比较小,但是处理效率却非常高,而且可以彻底净化有害有机废气。实践证明,这种处理方法值得推广应用。但是这种方法也存在一定缺陷,它需要的设备体积比较庞大,而且工艺流程比较复杂;如果废气中有大量杂质,则容易导致工作人员中毒。所以,使用此方法处理废气的关键在于吸附剂。当前,采用吸附法处理有机废气,多使用活性炭,主要是因为活性炭细孔结构比较好,吸附性比较强。此外,经过氧化铁或臭氧处理,活性炭的吸附性能将会更好,有机废气的处理将会更加安全和有效。
直燃式废气处理炉,所需温度:摄氏700-800度;对应废气种类:所有;废气净化效率在99.8%以上;搭配废气机热回收系统可有效降低工厂营运成本;催化式废气处理炉(RCO);所需温度:摄氏300-400度;根据废气浓度而启动的自燃性;系统设计利用前处理剂和触媒清洁可延长设备使用年限;可在前端配置各种吸附材。TNV系统由三大部分组成:废气预热及焚烧系统、循环风供热系统、新风换热系统,废气焚烧集中供热装置的特点包括:有机废气在燃烧室的逗留时间为1~2s;有机废气分解率大于99%;热回收率可达76%;燃烧器输出的调节比可达26∶1,较高可达40∶1。缺点:在处理低浓度有机废气时,运行成本较高;管式热交换器只是在连续运行时,才有较长的寿命。废气处理设备的运行维护和及时清洁保养对系统的稳定运行至关重要。

水吸收法原理:利用臭气中某些物质易溶于水的特性,使臭气成分直接与水接触,从而溶解于水达到脱臭目的。适用范围:水溶性、有组织排放源的恶臭气体。优点:工艺简单,管理方便,设备运转费用低 产生二次污染,需对洗涤液进行处理。缺点:净化效率低,应与其他技术联合使用,对硫醇,脂肪酸等处理效果差。曝气式活性污泥脱臭法,原理:将恶臭物质以曝气形式分散到含活性污泥的混和液中,通过悬浮生长的微生物降解恶臭物质 适用范围广。适用范围:截至2013年,日本已用于粪便处理场、污水处理厂的臭气处理。优点:活性污泥经过驯化后,对不超过极限负荷量的恶臭成分,去除率可达99.5%以上。缺点:受到曝气强度的限制,该法的应用还有一定局限。废气处理是实现绿色发展的重要手段之一,有助于推动经济社会的可持续发展。树脂吸附废气处理设备多少钱
废气处理工程旨在降低空气中有害物质的浓度。RTO阀门废气处理系统
吸收法,吸收法可分为化学吸收及物理吸收,由于有机废气中含有大量的“三苯”气体,化学活性低,一般不能采用化学吸收。物理吸收是废气中一种或几种组分溶解于选定的液体吸收剂中,这种吸收剂应具有与吸收组分有较高的亲和力,低挥发性,同时还应具有较小的挥发性,吸收液饱和后经加热解吸再冷却重新使用。优点:适合于温度低、中高浓度的废气,能够有选择性地吸收硫化氢等废气,工艺流程简单,且不需外加蒸汽和外加其他热源。缺点:需配备加热解析冷凝等回收装置,装机体积大、投资较大,同时还存在二次污染,净化效果不理想。RTO阀门废气处理系统
上一篇: 活性炭废气处理环保工程
下一篇: 上海VOCs污染治理