吴中区紫外激光切膜打孔机薄金属激光打孔
紫外皮秒激光切割,激光切膜,紫外纳秒激光切膜,PET(聚对苯二甲酸乙二醇酯):优点:**度、高透明度、良好的耐候性,适用于数码产品和家电产品的屏幕保护膜等。在包装领域也有广泛应用,可印刷性好,能呈现精美的包装外观。缺点:价格相对较高,回收处理难度较大。PC(聚碳酸酯):优点:具有极高的强度和韧性,抗冲击性强,透明度高,耐热性较好。常用于手机、电脑等数码产品的外壳和屏幕保护。缺点:成本较高,加工工艺相对复杂。FPC激光切割机 ITO薄膜 玻璃 陶瓷等各类材料的高精密加工。吴中区紫外激光切膜打孔机薄金属激光打孔
激光切膜打孔机
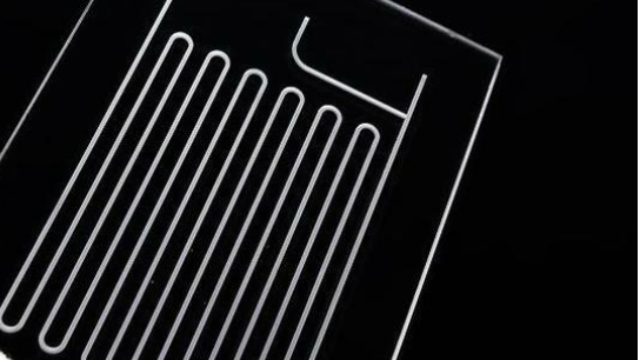
在电子产品向高密度、小型化、高可靠方向发展的背景下,柔性线路板(FPC)因为其可以自由弯曲、配线密度高、厚度薄等特点,成为满足电子产品小型化和移动要求的惟一解决方法。在FPC表面有一层树酯薄膜,起到线路保护和阻焊等的作用,其主要成分为聚酰亚氨(Polyimide,PI),工业界又称之为PI覆盖膜,它是主链上含有酰亚胺环(-CO-NH-CO-)的一类聚合物,其中以含有酞酰亚胺结构的聚合物**为重要。PI覆盖膜在高温下具有突出的介电性能、机械性能、耐辐射性能和耐磨性能,***用于航空、兵器、电子、电器等精密机械方面。随着激光技术的发展,使用紫外激光切割FPC与PI覆盖膜逐渐取代传统的模切。紫外激光切割属于无接触加工,无需价格昂贵的模具,生产成本**降低,聚焦后的光斑可*有十几微米,能够满足高精度切割和钻孔的加工需求,这一优势正迎合电路设计精密化的发展趋势,是FPC、PI膜切割的理想工具。南通本地紫外激光切膜打孔机薄膜划线PET膜 PDMS微流控 PEEK膜飞秒皮秒激光划槽切割打孔加工。
在不同薄膜材料中的应用***。例如在 GDF 薄膜切割中,薄膜激光切割机能够满足其高精度切割要求,切割边缘光滑,无毛刺撕裂等问题,提高了 GDF 薄膜的成品率。在偏光片切割方面,激光切割技术能够准确切割出各种形状的偏光片,满足电子显示行业的需求。对于触摸屏 pet 材料,激光切割可实现精细切割,确保触摸屏的质量和性能。OCA 材料在激光切割下,能够实现高精度的贴合要求,提高电子产品的组装效率。电子纸的切割对精度要求极高,薄膜激光切割机能够满足这一需求,确保电子纸的显示效果。手机防爆膜的切割需要保证其强度和安全性,激光切割技术能够在不影响防爆性能的前提下,实现精确切割。柔性 OLED 等电子配件的切割也离不开薄膜激光切割机,其高精密、定位准确的特点能够满足柔性电子配件的特殊切割要求。
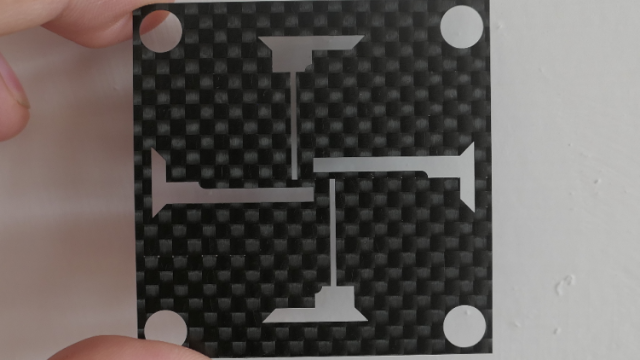
我们的紫外纳秒、MOPA 激光等技术,能精确地进行切膜和打孔。针对不同材料定制不同精度方案,确保每一个加工环节都完美无缺。提升产品品质,就从这里开始。激光切膜和打孔技术,为薄膜和超薄金属加工提供无限可能。从精细的小孔到复杂的形状切割,紫外纳秒、MOPA 激光等都能胜任。不同材料,不同精度,我们都能满足。选择我们,让你的产品绽放光彩。皮秒飞秒激光、CO2 激光等适应各种材料需求。专业、高效、可靠,是你加工的比较好选择。CO2 激光助力激光切膜的高效进行。
紫外皮秒激光切割音膜和振膜具有诸多独特特点。首先,高精度是其***优势之一。例如,紫外皮秒激光切割机能够实现微米级的切割精度,对于音膜和振膜这类对精度要求极高的材料来说至关重要。在音响设备制造中,音膜和振膜的形状和尺寸直接影响着音质的好坏。紫外皮秒激光切割机可以精确地切割出各种复杂形状的音膜和振膜,确保其在音响设备中的性能表现。热影响小也是紫外皮秒激光切割音膜和振膜的重要特点。皮秒激光的极短脉冲宽度使得热的传导和热扩散非常有限,因此对周围材料的热影响极小。这有助于保持音膜和振膜的性能稳定性,避免因热变形而影响音质。例如,在切割高分子材料的音膜时,紫外皮秒激光切割机不会使材料发生明显的热变形,保证了音膜的声学特性不受影响。激光切膜利用激光技术精细切割薄膜材料。济南国产紫外激光切膜打孔机薄金属激光开槽
导电胶激光切割设备 绿光激光切割机 薄膜精密加工 薄膜材料切割。吴中区紫外激光切膜打孔机薄金属激光打孔
飞秒激光在切割薄膜时也能体现出较高的精度。例如,在加工碳纳米管薄膜微孔时,分析了激光参数对材料加工结果的影响规律。结果表明,波长为515nm的飞秒激光更适合用于碳纳米管薄膜的切割,在推荐的工艺参数下可获得良好的切割质量3。在对Tedlar复合材料-铝薄膜(厚度为2μm)进行表面飞秒激光刻蚀时,当激光输出功率为4.0W、光斑直径为40μm和扫描速率为500mm/s的工艺条件下,铝膜图形激光刻蚀后尺寸精度及相对位置精度均优于10μm,满足技术要求。并且研究发现,单位时间内极多数量飞秒激光脉冲的积累作用,使得铝膜表面的作用区域温度在极短时间内快速升高并超过铝的熔点和气化温度,表面铝膜**终被刻蚀去除。但当激光功率增大到5.5W时,界面处温度达到了513.19K,超过了基底Tedlar材料的最高使用温度,并在基底材料表面烧蚀产生点坑;当扫描速度从350mm/s增大至600mm/s时,出现的间断点尺寸从1.2μm增大到2.7μm,造成激光刻蚀加工尺寸误差高于10μm11。吴中区紫外激光切膜打孔机薄金属激光打孔
上一篇: 浙江国内紫外激光切膜打孔机激光打孔
下一篇: 日照国内紫外激光切膜打孔机薄金属切割