安徽国产医疗耗材加工质量
含光微纳-医疗耗材-采用全新技术,质量可靠产品,完善的售后体系,我们坚持以产品质量为hexin,全心全意共促人类健康,欢迎有需求的伙伴来电咨询。医用耗材,是指在为病人治疗过程中使用的医用材料。根据具体用途,医用耗材可分为血管介入类、骨科类耗材、神经外科耗材、非血管介入耗材、口腔科耗材、血液净化耗材、眼科耗材、电生理耗材、医用卫生材料、注射穿刺类耗材、医用消毒类耗材、麻醉类耗材、手术室耗材、医技耗材等;从价值角度讲,医用耗材又可分为高值医用耗材和低值医用耗材,其中低值医用耗材则是指临床多学科普遍应用的价值较低的一次性医用材料,如纱布、棉签、手套、注射器等。我们的产品设计简单易用,无需复杂的操作步骤。安徽国产医疗耗材加工质量
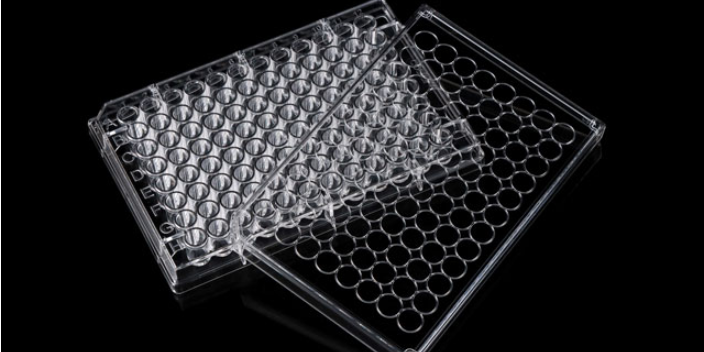
细胞培养板 底部形状的不同可分为平底和圆底(U型和V型);
培养孔的孔数有6、12、24、48、96、384、1536孔等;根据材质的不同有Terasaki板和普通细胞培养板。细胞培养板与酶标板的区别酶标板一般要比细胞培养板贵,细胞板主要做细胞培养,也可以用来测蛋白浓度;酶标板包括包被板和反应板,一般不用做细胞培养,它主要做免疫酶联反应后的蛋白检测,需要更高的要求和特定的酶标工作液。
常用不同培养板的孔底面积及推荐加液量不同孔板所加培养液的液面都不宜太深,一般在2~3mm范围,结合不同孔的底面积就可算出各培养孔的适宜加液量(参考下表)。若加液量过多会影响气体(氧气)交换,而且在搬动过程中易溢出造成污染。具体所加细胞密度依实验的目的不同灵活掌握。 广东小型医疗耗材加工多少钱苏州性价比较好的医疗耗材加工服务的公司联系电话。
含光公司使用精密微注塑加工技术来制造医疗耗材。精密注塑成型是一种高度精细化的塑料制造工艺,具有以下特点:高注射压力:与常规的塑料制品制造不同,精密注塑成型需要更高的注塑压力。这个压力通常在180至250兆帕之间,甚至在某些特殊情况下,可能会达到450兆帕。这种高压力有助于确保成品的尺寸和性能精度。快注射速度:研究表明,在相同的制造条件下,塑料制品的注塑速度对生产效率有影响。合理的注塑速度不仅提高了生产效率,还有助于保持成品的尺寸精度。温度精确控制:精密注塑成型需要非常精确的温度控制,以确保塑料在注塑过程中达到所需的熔融状态,并在冷却后保持所需的形状和性能。总之,精密微注塑成型工艺在医疗耗材制造中应用广,它要求更高的工艺参数,以满足对成品精度和性能的高要求。
分子诊断技术是指以DNA和RNA为检测对象,用分子生物学技术通过检测基因的存在、缺陷或表达异常,从而对人体状态和疾病作出诊断的技术。其基本原理是检测DNA或RNA的结构是否变化、量的多少及表达功能是否异常,以确定受检者有无基因水平的异常变化,对疾病的预防、预测、诊断和预后具有重要意义。所有基于分子生物学水平的方法学技术都属于分子诊断技术,如PCR技术、基因测序技术等。微流控产品便捷,快速,小型化,并且有多联检、全集成化无污染的技术优势,已成为第三代分子诊断技术重要的技术平台。基于微流控的一体式自动化产品,将推动分子诊断实现去中心化,普惠基层医疗,完善疾病防控体系。我们的产品具有高度的可靠性和可维护性,降低维修成本。

细胞培养板依底部形状的不同可分为平底和圆底(U型和V型);培养孔的孔数有6、12、24、48、96、384、1536孔等;根据材质的不同有Terasaki板和普通细胞培养板。细胞培养板与酶标板的区别酶标板一般要比细胞培养板贵,细胞板主要做细胞培养,也可以用来测蛋白浓度;酶标板包括包被板和反应板,一般不用做细胞培养,它主要做免疫酶联反应后的蛋白检测,需要更高的要求和特定的酶标工作液。常用不同培养板的孔底面积及推荐加液量不同孔板所加培养液的液面都不宜太深,一般在2~3mm范围,结合不同孔的底面积就可算出各培养孔的适宜加液量(参考下表)。若加液量过多会影响气体(氧气)交换,而且在搬动过程中易溢出造成污染。具体所加细胞密度依实验的目的不同灵活掌握加工过程中需要进行严格的设备维护和保养,以确保设备的正常运行和产品的质量。山西小型医疗耗材加工质量
加工过程中需要使用先进的设备和技术,以确保产品的精确度和一致性。安徽国产医疗耗材加工质量
注塑成型机,简称注塑机,是一种利用塑料的特性进行成型的设备。它的工作原理是将原料从料斗中加入料筒,然后在料筒外部通过加热圈进行加热,使原料熔化。料筒内部配有一个螺杆,通过外部动力马达的驱动,螺杆开始旋转。在螺杆的作用下,原料被顺着螺槽向前输送并逐渐压实。原料在加热和螺杆剪切的双重作用下逐渐塑化、熔化和均匀混合。当螺杆旋转时,原料在螺槽的摩擦和剪切力的作用下,被推送到螺杆头部。与此同时,螺杆在原料的反作用下开始后退,从而在螺杆头部形成一个储料空间,完成了塑化过程。接下来,螺杆受到注射油缸活塞的推力作用,以高速和高压将储存在储料室中的熔融原料通过喷嘴注射到模具的型腔中。在型腔中,熔融原料经过保压、冷却和固化,定型成制品。然后,通过合模机构的作用,模具打开,并通过顶出装置将定型好的制品从模具中顶出。含光的工程技术团队在注塑领域具备成熟的专业技术,能够根据客户的产品功能需求选择合适的材料进行注塑成型。安徽国产医疗耗材加工质量
上一篇: 福建注塑医疗耗材加工工艺
下一篇: 湖南一次性医疗耗材加工技术