北京水平洗衣凝珠包装机价格
造成洗衣凝珠包装机故障的原因都有哪些洗衣凝珠包装机使用时间长了,主要是在连续工作、负荷情况下,容易出现一些电气故障及机械故障。接下来结合实际使用经验,针对其中封口不牢的故障进行分析其起因,提出了相应的解决方法。封口不牢是常见故障之一,它有三层意思:1、包装袋封口处无法封上;2、在封刀压力作用下,袋口虽封上了,但稍用力挤压或撕剥,封口便又开裂;3、对封口处进行剥离试验时,出现一半封合牢靠、一半分离的现象,这样的包装袋封口质量仍不合格,因为内容物在储运过程中经挤压很容易漏掉。这种情况在复合里料为OPP、吹塑PE时常常出现。上海骅呈洗衣凝珠包装机品质保障。欢迎来电咨询上海骅呈!北京水平洗衣凝珠包装机价格
造成洗衣凝珠包装机故障的原因主要有以下几种:1、热封温度不够通常情况下,以OPP为里料的复合袋,当制袋总厚度为80-90μm时,热封温度要达170-180℃;以PE为里料的复合袋制袋总厚度为85-100μm时,温度宜控制在180-200℃。只要制袋总厚度有所增加,热封温度就须相应增加。2、热封速度过快洗衣凝珠包装机封不上口还与封口机速度快慢有关。如果速度过快,封口处还未来得及热化就被牵引弓|辊传送至冷压处进行冷却处理了,自然达不到热封质量要求。3、冷压胶轮压力不合适冷压胶轮上下各有一个,它们之间的压力要适中,调节压力时需夹紧弹簧就可。 山东智能洗衣凝珠包装机厂家洗衣凝珠包装机的型号种类。欢迎来电咨询上海骅呈!

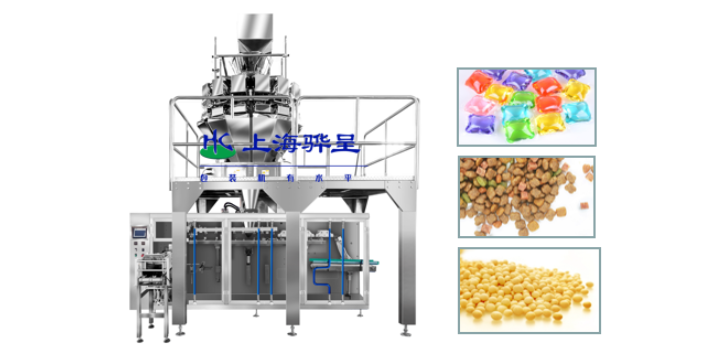
洗衣凝珠包装机工作过程如下:操作者将待包装的洗衣凝珠倒入Z型物料提升机的振动料斗中,振动料斗将凝珠输送到提升机的物料托盘中,随着托盘的转动,把凝珠输送到10头电子组合秤中进行点数计量,然后通过下料、装入拉链袋、封口、成品输出等步骤完成包装过程。1、电子触摸屏人机界面,通过电子触摸屏进行整机参数的设置,一键化操作,设置参数方便快捷,省时省心。2、震动储料斗洗衣凝珠包装机采用304不锈钢打造的震动储料斗,只要把物料导入料斗就可以了,料斗自动把物料输送到提升机当中。3、上袋装盒采用自动上袋装置,进行袋子的输送,操作人员只要把袋子放到卡槽当中就可以了,使用机械手臂进行夹袋,方便快捷。4、电子组合称使用电子组合称进行计量称重,电子组合称配置光标电眼用于检测物料,当物料用完以后,Z上料机自动开启物料的输送。5、开袋下料装置洗衣凝珠包装机的开袋下料装置采用真空吸嘴进行开袋,然后物料从电子组合称当中直接下料到袋子当中。6、封口装置全自动上盖机+旋盖机对瓶子进行扣盖和旋盖,另外配置电磁感应封口机进行封口。
在使用洗衣凝珠的过程中,很多朋友都会遇到各式各样的问题,下面小编整理了消费者收集到的问题为大家介绍下:一、什么是洗衣凝珠洗衣凝珠设备,专为机洗设计,操作简单,方便不脏手,小小一颗洗衣凝珠能洗一筒衣服。气味芬芳,质地软滑浓稠适中,性质温和不伤衣物,具有的低泡浓缩锁色配方,更易漂洗,凝珠遇水即溶无残留,还能有效快速去除顽固污渍让衣物洁净如新。二、洗衣凝珠的外膜是什么洗衣凝珠外膜使用水溶技术,既遇水外膜就会溶解,遇水即溶,凝珠外壳抗高温高压,而遇水即溶,无残留,先进的“低泡浓缩配方”。三、洗衣凝珠能重复用吗?由上面了解到,洗衣凝珠外膜是遇水则融的,溶解之后,里面的洗衣精华液直接渗入衣物纤维,有效去除衣物污渍,也就是说,洗衣凝珠在放入洗衣机后,就会溶解并开始清洗衣物,没有任何残留,也就没有重复用的说法,因为已经溶解掉,用于清洗衣物了。 洗衣凝珠包装机的优势。欢迎来电咨询上海骅呈!

洗衣凝珠包装机常见故障的解决方案,薄膜导槽部分故障:薄膜不能咬入上部枕式包装机热辊,或是脱离热辊或是两端不齐。原因一:薄膜,导槽,纵封辊及横封辊的中心不在一条直线上。原因二:薄膜导槽过于倾斜。原因三:横封热辊偏心链轮速度失常。调整方法一:把纵封枕式包装机辊压上调节旋钮向右转动,加大压力,薄膜厚度受拉伸,应注意,过大拉伸则不能封口。调整方法二:降低纵热封辊的压力,压力过大薄膜不能夹进,有可能挤出。调整方法三:纵封辊夹入量要比平时多,一般在7MM应夹入10MM。调整方法四:通过枕式包装机以上调整倘两端仍不齐时,把薄膜超出侧的导槽使其向里弯曲。调整方法五:薄膜导槽中心线有误差,制造不良应更换。洗衣凝珠包装机的特点分析。欢迎来电咨询上海骅呈!山东智能洗衣凝珠包装机厂家
洗衣凝珠包装机出厂价是多少?欢迎咨询上海骅呈。北京水平洗衣凝珠包装机价格
造成洗衣凝珠包装机故障的原因主要有以下几种:1、热封温度不够。通常情况下,以OPP为里料的复合袋,当制袋总厚度为80-90μm时,热封温度要达170-180℃;以PE为里料的复合袋制袋总厚度为85-100μm时,温度宜控制在180-200℃。只要制袋总厚度有所增加,热封温度就须相应增加。2、热封速度过快。封不上口还与封口机速度快慢有关。如果速度过快,封口处还未来得及热化就被牵引弓|辊传送至冷压处进行冷却处理了,自然达不到热封质量要求。3、冷压胶轮压力不合适。冷压胶轮上下各有一个,它们之间的压力要适中,调节压力时需夹紧弹簧就可。北京水平洗衣凝珠包装机价格
上一篇: 江苏自立袋洗衣凝珠包装机价格
下一篇: 湖北平袋洗衣凝珠包装机工作原理