安徽涡轮蜗杆减速机参数
涡轮蜗杆减速机针对磨损问题,企业传统解决办法是补焊或刷镀后机加工修复,但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上两种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。对一些大的轴承企业往往无法现场解决,还要依赖外协修复。当代西方国家针对以上问题多采用高分子复合材料的修复方法,而应用较多的有美嘉华技术产品,其具有较强的附着力,优异的抗压强度等综合性能。应用高分子材料修复,可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并极大延长设备部件的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值。 而针对渗漏问题,传统方法需要拆卸并打开减速机后,更换密封垫片或涂抹密封胶,不仅费时费力,而且难以确保密封效果,在运行中还会再次出现泄漏。高分子材料可现场治理渗漏,材料具备的优越的粘着力、耐油性及350%的拉伸度,克服减速机振动造成的影响,很好地为企业解决了减速机渗漏问题。创日精工提供减速机相关行业选配服务,厂家品质保障,向用户提供质量可靠的减速机!可来图非标定制。安徽涡轮蜗杆减速机参数
齿轮加工是一个极其复杂的过程。只有使用正确的技术才能有效生产,生产过程的每一部分都须达到极其准确的尺寸。齿轮加工周期包括普通车削→滚齿→插齿→剃齿→硬车削→磨齿→珩磨→钻孔→内孔磨削→焊接→测量。为这个过程配置一个合适的夹紧系统是特别重要的。接下来,我们将介绍各种工艺中的齿轮夹紧系统。普通机械加工在普通车削中,齿轮毛坯通常夹紧在立式或卧式车削机上。对于自动装夹夹具,绝大多数不需要在主轴的另一侧安装辅助稳定装置。滚齿加工由于其的经济性,滚齿是一种切割过程的生产外齿轮和圆柱齿轮。插齿加工插齿是一种齿轮加工技术,主要用于不能滚齿的情况下。这种加工方法主要适用于齿轮的内齿加工和结构扰动齿轮的外齿加工。剃齿加工剃齿是一种齿轮精加工工艺,它具有与齿轮齿廓相对应的刀体。该工艺具有较高的生产经济性,在工业上得到了普遍的应用。硬车加工硬车削可以取代昂贵的磨削工艺。为了使其正常运行,系统的各个部分与处理部分连接在一起。选择正确的机床、夹具和刀具决定了车削效果。磨齿加工现在,为了成功地实现必要的精度在齿轮生产,硬精加工的齿面在许多情况下是必不可少的。在批量生产中,它是一种非常经济有效的加工方法。长沙涡轮蜗杆减速机供应商创日精工JIG齿轮减速机,产品通过ISO9001质量体系认证,品质优良,现货供应,欢迎来电咨询。

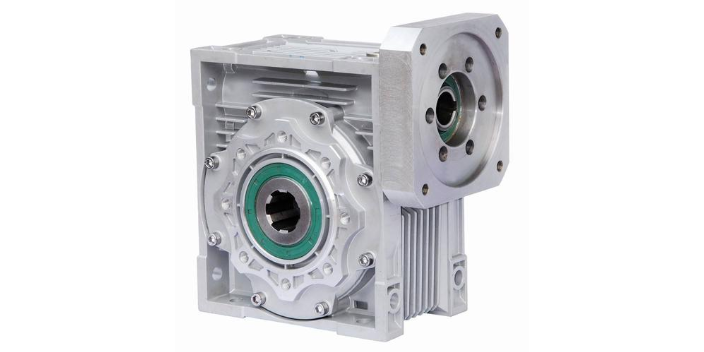
蜗轮蜗杆减速机部分附件解说如下:外壳:铝合金和铸铁;蜗杆:20Cr钢。碳、氮共渗处理(精磨后保持齿面硬度HRC60,硬度厚度大于0.5mm);蜗轮:特殊配置的耐磨镍青铜;油盖/通气器,主要用于排出涡轮蜗杆减速机机箱内的气体;端盖,分为大端盖和小端盖,端盖为固定轴系部件的轴向位置并承受轴向载荷,轴承座孔两端用轴承盖封闭;油封,主要使用防止机箱内部的润滑油外泄,提高润滑油的使用时间;放油螺塞,主要用于更换润滑油时排放污油和清洗济;油标盖/油标,主要用于观察涡轮蜗杆减速机机箱内部的油量是否达标。
涡轮蜗杆减速机壳体检修:(1)首先对壳体内部用煤油进行清洗,观察有无裂纹或脱落现象;(2)用百分表测量壳体内装配轴承内孔尺寸并做记录;(3)测量超差或已损伤的壳体,应予修复或者更换;(4)减速机在安装时所有零部件应清洗干净,装配顺序与拆时相反;(5)装输出部分,将轴外表面涂油或清洁剂,轴承在压入轴后轴承内圈必须紧贴轴肩或定位套;(6)装入齿轮时,齿轮端面与轴肩间隙不大于0.1mm;(7)挡油盘应平整完好,内圈与轴固定好;(8)装中间轴部分,首先将固定端的轴承压入壳体,然后按顺序把齿轮、中间隔套放入,后将另一端压好轴承的轴校对下面齿轮键槽后一并压入到位。;(9)装输入部分,先把固定端的压盖装好,压入该端轴承,再把齿轮和隔套按顺序放好,然后将另一端压好轴承的轴一并压入;(10)齿轮接触斑点沿齿高方向不小于45%,沿齿长方向不小于60%,接触均匀,位置接近齿面中间部分;(11)减速机加入新油,牌号要统一,不得混用,油面位置应该在标尺观察孔中部;(12)然后压入皮带轮,固定螺栓必须配装止退垫或防栓锁片;(13)壳体结合面必须涂密封胶,紧固螺栓拧紧;(14)减速机保养换油时将旧油全部放尽,换新润滑油。创日精工拥有20年的丰富的选型经验,专业工程师为你提供完善的选型标准,欢迎新老客户前来选购。

怎样解决减速机早期点蚀的状况。点蚀肯定与润滑油有关系,同时它还要与减速机的材料有密切联系。平时的使用过程一会有一定处理规范。还有一点就是由于齿轮接触不好造成局部超负荷而产生的,齿轮的局部超负荷使实际接触应力极大超过齿轮材料的许用接触应力,有的齿轮达不到全齿长接触或只在齿的一端接触,甚至对角接触。下面由小编来为我们详细的阐述一下。一、材料及处理规范的影响齿轮材料的选择正确与否以及使用负荷的匹配情况,热处理硬度的选择与匹配,也是影响早期点蚀的原因。二、润滑油的影响由于齿轮传动的不合理润滑及润滑剂的选择不适也是影响早期点蚀的原因。防止减速机齿轮早期点蚀的途径:(一)齿轮减速机传动的合理润滑及选择合适的润滑剂。(二)提高减速机齿轮安装精度,保证齿轮的接触精度。对于中心驱动减速机,如果在装配和安装时,未经很好调查,便有可能存在左右两路传动的不同步性,均载效果差,在这种情况下,一侧传动齿轮可能不承受负荷,而另一侧传动齿轮则超负荷(高大达到设计负荷的2倍),这很容易引起齿面产生进展性早期点蚀。专业生产减速机厂家,性能稳定,厂家品质保障,JIG出品必属精品,厂家直销,是您的放心之选。长沙涡轮蜗杆减速机供应商
创日精工减速机是您的减速机选型方案**,公司产品型号更齐全,欢迎新老客户前来选购。安徽涡轮蜗杆减速机参数
齿轮是有齿的可以相互啮合的机械部件。一般分为三种类型:平行轴,交叉轴和交织轴。将为您展示不同齿轮之间的性能差异。1.正齿轮齿线和轴线为平行方向的圆柱齿轮。2.直齿锥齿轮是一种基本的伞齿轮。处理简单,但传输精度不高,瞬时传动比不准确。适用于低速布置。3.内齿轮齿轮一种与直齿啮合的齿轮,并在环的内部加工齿轮齿它主要用于使用齿轮传动机构和齿轮联轴器。4.斜齿锥齿轮是在直齿锥齿轮的基础上研制的一种改进型齿轮。与直齿锥齿轮的缺陷相比,它得到了改进。例如,瞬时传动比比较准确,传输精度较高。其传动效率高于直齿锥齿轮。适用于转速不太高和需要润滑的场合。5.人字齿轮齿线是农业机械的主要减速器,由左手和右手两个斜齿轮组合而成。它的优点是在轴向不产生推力。6.零度锥齿轮螺旋角为零度的弯曲伞齿轮。由于直齿锥齿轮和弯齿锥齿轮的特性,其在齿面上的力与直齿锥齿轮相同。7.准双曲面齿轮在相互交织的轴之间驱动的圆锥齿轮。大、小齿轮均采用偏心加工,类似于农业机械螺旋齿轮的主减速器,啮合原理非常复杂。8.螺旋锥齿轮具有良好的效率和各方面的性能参数。其性能特点:传动效率高,摩擦阻力小,瞬时传动比精度准确,传动扭矩大,特别适用于高速传动。安徽涡轮蜗杆减速机参数
深圳市创日精工科技有限公司是一家经营范围包括一般经营项目是:减速机、机电设备、五金制品、电子电器、塑胶制品的技术开发与销售;国内贸易;货物及技术进出口。(不含再生资源回收经营及法律、行政法规决定规定在登记前须经批准的项目),许可经营项目是:减速机、机电设备的生产。的公司,致力于发展为创新务实、诚实可信的企业。公司自创立以来,投身于减速机,中空旋转平台,伺服电机,调速器,是五金、工具的主力军。创日精工致力于把技术上的创新展现成对用户产品上的贴心,为用户带来良好体验。创日精工始终关注五金、工具市场,以敏锐的市场洞察力,实现与客户的成长共赢。
上一篇: 金华行星中空旋转平台
下一篇: 佛山齿轮减速机参数