南通涡轮蜗杆减速机参数
齿轮精修车削的工艺是:以齿轮轴两端的上孔为基准,对外圆进行精修。为了提高齿轮轴的加工效率和质量,通常采用数控车削,这样所有被加工零件的加工质量都可以通过程序进行控制,同时保证批量加工的效率。在工程机械传动系统中,齿轮和花键是传递动力和扭矩的关键部件,对传动精度要求很高。对于9级精度的齿轮,滚齿刀和插齿刀都能满足齿轮的要求,但滚齿刀的加工精度明显高于插齿,效率也明显高于插齿;对8级精度的齿轮,可先滚齿或成形,再加工桁架齿;对于7级精度的齿轮,应该使用不同的处理技术根据批量大小,如果是小批量或单件生产可以按照处理滚齿机(塑造),然后高频感应加热淬火等表面处理方法,磨齿技术达到精度要求;如果是批量加工,则先进行滚齿加工,然后进行剃齿,再进行高频感应加热淬火,进行珩磨。对于有淬火要求的齿轮,须按照图纸要求的更高的加工精度进行加工。齿轮轴花键一般有两种类型:矩形花键和渐开线花键。对于要求高精度的样条,采用滚齿和磨齿。渐开线花键是目前工程机械领域中应用普遍的一种,其压力角为30度。大量齿轮轴花键的加工工艺比较繁琐,需要专业铣床进行加工;可采用小批量加工,分度板由专业技术人员用铣床加工大型减速机厂商,型号齐全,可根据客户需求选,价格优,超长质保,现货供应,质量可靠,规格齐全。南通涡轮蜗杆减速机参数
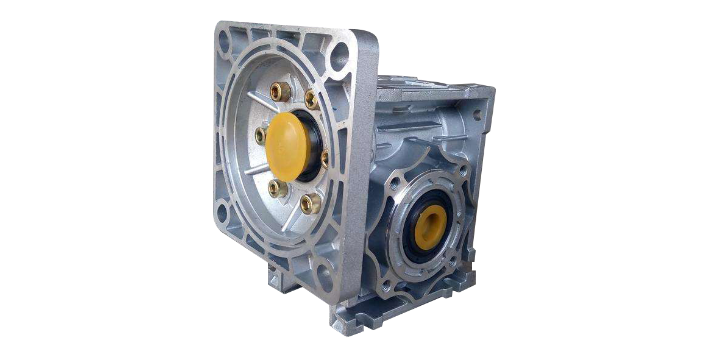
让我们一起来了解一下蜗轮减速器常见问题的分析。蜗轮蜗杆减速器结构特点:可以获得较大的传动比,这是更紧凑的交叉轴斜齿轮机构。两轮啮合齿面是直线接触的,其承载能力远远高于交叉轴斜齿轮机构。当蜗杆的超前角小于啮合齿间的等效摩擦角时,该机构为自锁机构,可实现反向自锁,即只有蜗杆可以驱动蜗轮,而蜗轮不能驱动蜗杆。例如在其重型机械中使用的自锁蜗杆机构,其反向自锁特性可以起到安全保护作用传动效率低,磨损严重。蜗轮在进行传动时,啮合齿间的相对滑动速度大,摩擦损失大,效率低。相对滑动速度意味着齿面磨损严重,产生热量。为了散热和减少磨损,经常使用较贵的材料,具有较好的抗摩抗磨性能和良好的润滑装置,所以成本较高。蜗杆的轴向力较大。蜗轮蜗杆减速器自锁功能应用:在减速器的传动方式中,蜗轮传动具有其他齿轮传动不具备的特点,即蜗杆可以方便地转动蜗轮,但蜗轮不能转动蜗杆。这是因为蜗轮的结构和传动是通过摩擦实现的。蜗轮传动的自锁功能在机械应用中非常有用,如卷扬机、输送设备等。然而,蜗轮的摩擦传动方式也使得蜗轮的传动效率远低于齿轮传动。并不是所有蜗轮蜗杆减速器都具有良好的自锁功能,只有达到速比后才能实现蜗轮蜗杆的自锁功能。南通涡轮蜗杆减速机参数创日精工拥有20年的丰富的选型经验,专业工程师为你提供完善的选型标准,欢迎新老客户前来选购。
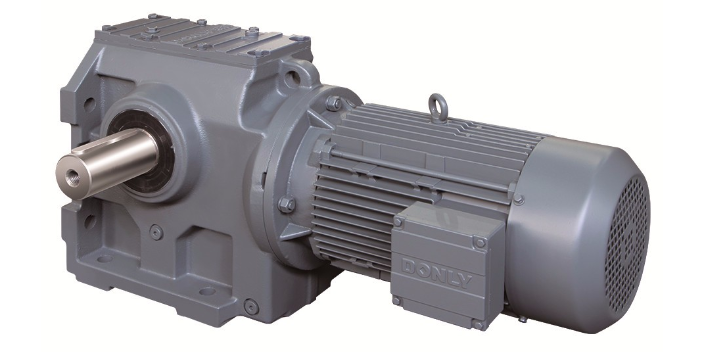
蜗轮蜗杆减速机的创新点具体表现:(1)传统的蜗轮蜗杆减速机在箱体上分布有放油口和给油口,箱体上蜗杆后部靠一个密封盖密封,在高温、应用情况复杂的情形下,粘附在给油孔、油封孔和油密封孔处的润滑油非常容易渗出,导致漏油。1:箱体整体化密封性设计:无给油孔、无后密封闷盖,提升减速机的密封性。(2)传统的蜗轮蜗杆减速机输入端油封安装在输入法兰内孔上,箱体与输入法兰外圈又根据O型圈密封,多重密封件提升了漏油的风险性。另外输入轴承靠输入法兰轴向定位,轴向定位费事。2:轴承的轴向定位在箱体内部,轴向定位可靠简单。输入端密封移到箱体内部,省掉O型圈,实现更可靠的密封,另外输入法兰可便于单独替换,切实做到模块化。(3)传统的蜗轮蜗杆减速机需要定期维护:齿部参数优化设计来提升传动效率,进而降低了减速机的转动温升。另外润滑油使用人工合成润滑油,融合以上两点,做到减速机在产品寿命周期内免维护,且减速机在任何方向可安装。(4)传统的蜗轮蜗杆减速机在某些速比和输入连接上有局限。创新点4:根据某些设计和制造创新,增加了产品线上的品种(5):减速机输出端安装有保护防尘盖,根据快接接口与减速机快速连接,节省传统减速机的拧螺钉的工作。
齿轮加工是一个极其复杂的过程。只有使用正确的技术才能有效生产,生产过程的每一部分都须达到极其准确的尺寸。齿轮加工周期包括普通车削→滚齿→插齿→剃齿→硬车削→磨齿→珩磨→钻孔→内孔磨削→焊接→测量。为这个过程配置一个合适的夹紧系统是特别重要的。接下来,我们将介绍各种工艺中的齿轮夹紧系统。普通机械加工在普通车削中,齿轮毛坯通常夹紧在立式或卧式车削机上。对于自动装夹夹具,绝大多数不需要在主轴的另一侧安装辅助稳定装置。滚齿加工由于其的经济性,滚齿是一种切割过程的生产外齿轮和圆柱齿轮。插齿加工插齿是一种齿轮加工技术,主要用于不能滚齿的情况下。这种加工方法主要适用于齿轮的内齿加工和结构扰动齿轮的外齿加工。剃齿加工剃齿是一种齿轮精加工工艺,它具有与齿轮齿廓相对应的刀体。该工艺具有较高的生产经济性,在工业上得到了普遍的应用。硬车加工硬车削可以取代昂贵的磨削工艺。为了使其正常运行,系统的各个部分与处理部分连接在一起。选择正确的机床、夹具和刀具决定了车削效果。磨齿加工现在,为了成功地实现必要的精度在齿轮生产,硬精加工的齿面在许多情况下是必不可少的。在批量生产中,它是一种非常经济有效的加工方法。减速机源头生产厂家—创日精工,产品广泛应用于各行业的销售与投放,专业生产减速机20年。

涡轮蜗杆减速机检修工艺操作流程:1、拆卸减速机:(1)将拆卸的减速机壳体外表面进行除垢清理,然后用煤油清洗;(2)将减速机内的润滑油放出;(3)使用专业工具(拉扒器)拆卸减速机皮带轮;(4)拆减速机输出部分,卸掉端盖紧固螺丝,用顶丝或撬棍将端盖分离,然后用拉扒器和轴承压力机拆出输出轴上的齿轮和轴承;(5)用同样的方法拆出输入部分的输入轴、齿轮、和轴承;(6)用轴承压力机压或用铜棒敲击的方法拆出中间轴、齿轮、轴承;(7)对以上拆出的部件用煤油进行清洗;(8)检查测量拆出的齿轮、轴承、轴、端盖、壳体、轴承孔,并详细记录尺寸;专业减速机厂家供应,可提供2D 3D尺寸图,承载能力高,使用寿命长,运转平稳,噪声低。欢迎来电咨询。金华涡轮蜗杆减速机
精密减速机生产厂家,规格齐全,价格优惠,技术力量雄厚,型号齐全,质量保证,大量库存 , 现货供应。南通涡轮蜗杆减速机参数
灵活的安装选择在蜗轮减速器中,齿轮与输入轴成90度角安装在输出轴上。如此可以释放输出轴的两端,以带来更多的工程设计选项。除此之外,实心和空心输出轴均可与蜗轮蜗杆减速机同时使用。空心输出轴越来越受大家喜爱,这是因为两者不再需要从实心轴减速机传递扭矩的皮带或链条。同样的,更少的运动部件可以减少更多的检修需要。较低的噪音水准锥齿轮和斜齿轮传动中常见的齿轮突然接触可能会带来环境噪声,而蜗轮运行更平静,这是因为轮齿互相滑动接触,并且总是有更多的轮齿与齿轮啮合。并且,这是因为蜗轮蜗杆齿轮将需要单个级,而别的减速机将需要两个或更多齿轮级,因而整体上将带来更少的噪音。除去以上这些优点外,蜗轮蜗杆减速机的使用周期可与别的减速机相媲美。从造船到汽车制造,蜗轮蜗杆在整个历史上都为各个行业带来了创新。这是因为两者带来的许多优点,它一直以来都备受设备厂家的青睐。南通涡轮蜗杆减速机参数
深圳市创日精工科技有限公司是一家集研发、生产、咨询、规划、销售、服务于一体的贸易型企业。公司成立于2011-09-02,多年来在减速机,中空旋转平台,伺服电机,调速器行业形成了成熟、可靠的研发、生产体系。公司主要经营减速机,中空旋转平台,伺服电机,调速器等产品,产品质量可靠,均通过五金、工具行业检测,严格按照行业标准执行。目前产品已经应用与全国30多个省、市、自治区。JIG为用户提供真诚、贴心的售前、售后服务,产品价格实惠。公司秉承为社会做贡献、为用户做服务的经营理念,致力向社会和用户提供满意的产品和服务。深圳市创日精工科技有限公司以市场为导向,以创新为动力。不断提升管理水平及减速机,中空旋转平台,伺服电机,调速器产品质量。本公司以良好的商品品质、诚信的经营理念期待您的到来!
上一篇: 成都非标中空旋转平台
下一篇: 舟山中空旋转平台工厂