无锡涡轮蜗杆减速机品牌
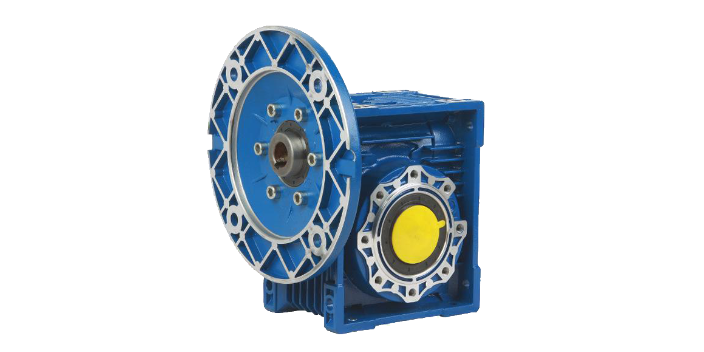
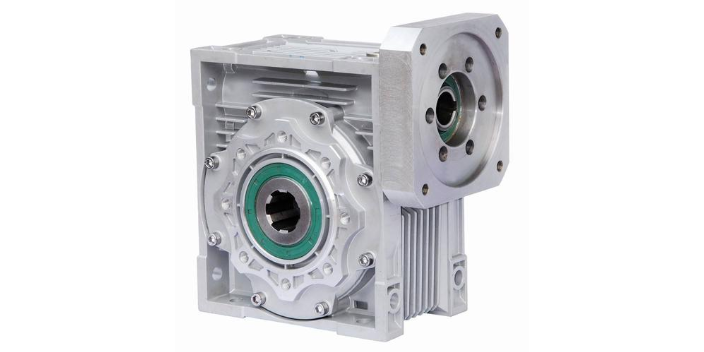
RV系列铝合金蜗轮蜗杆减速机基本结构主要由传动零件蜗轮蜗杆、轴、轴承、箱体及其附件所构成。可分为有三大基本结构部:箱体、蜗轮蜗杆、轴承与轴组合。箱体是蜗轮蜗杆减速机中所有配件的基座,是支承固定轴系部件、保证传动配件正确相对位置并支撑作用在减速机上荷载的重要配件。蜗轮蜗杆主要作用传递两交错轴之间的运动和动力,轴承与轴主要作用是动力传递、运转并提高效率。减速机的作用主要有:1、降速同时提高输出扭矩,扭矩输出比例按电机输出乘减速比,但要注意不能超出减速机额定扭矩。2、减速同时降低了负载的惯量,惯量的减少为减速比的平方。创日精工主营:行星、齿轮、硬齿面(K\S\R\F)、蜗轮蜗杆、丝杆升降机、伺服电机、中空旋转平台等设备。无锡涡轮蜗杆减速机品牌

铝合金减速机的输出轴端安装小齿轮、联轴器或者带轮时,要采用轴端螺孔压入方式,并杜绝敲击。还未用过的铝合金减速机试运行160小时左右,应该重新更换润滑油,日后换润滑油的时间间隔约为4500小时。铝合金减速机箱体内的应当保留足够的润滑油,并定时检查油的量度。不允许采用合成油与矿物质油混合来选用。蜗轮蜗杆减速机是一个常用的仪器。那么,蜗轮蜗杆减速机根据要求对中再之后,蜗轮蜗杆减速机可以获得更理想的传动效果和更长久的选用寿命。蜗轮蜗杆减速机所采用的联轴器有多种可选类型,但好不能选用钢性固定式联轴器,这类联轴器的安装特别困难,倘若安装不当就能够加强载荷量,容易造成轴承的损坏,甚至会造成输出轴的断裂。以上只算是蜗轮蜗杆减速机如何用效果好的主要相关事项。次选用或更换蜗轮蜗杆减速机时运转150-小时后更换润滑油,按期检查蜗轮蜗杆减速机油的份量和质量,保留足够润滑油,注油量须按表要求,蜗轮蜗杆减速机工作场所温度为—40°C~+40°C,当环境温度低于0°C时,起动前润滑必须加热到0°C以上或采用低凝固点的润滑油。无锡涡轮蜗杆减速机品牌创日精工减速机是您的减速机选型方案**,超长质保,现货供应,质量可靠,规格齐全,欢迎来电咨询。
涡轮蜗杆减速机传动机械中齿轮轴常用的材料有45钢的碳钢、40Cr、20CrMnTi的合金钢等。由于齿轮轴的强度要求较高,采用圆钢直接加工会消耗大量的材料和劳动力。加工毛坯时,如锻件为自由锻件,须按GB/T15826标准加工;如果毛坯是模锻件,加工余量须符合GB/T12362体系标准。为防止锻件出现晶粒不均匀、裂纹、裂纹等锻造缺陷,应按照有关锻件国家评定标准进行检验。许多齿轮轴的毛坯大多采用碳素结构钢和合金钢。为了提高材料的硬度并便于加工,热处理采用正火热处理,即:正火工艺,温度960℃,风冷,硬度值保持HB170-207。正火热处理还可以细化锻件的晶粒,使结晶组织均匀,消除锻造应力,为以后的热处理奠定基础。粗车削的主要目的是减少毛坯表面的加工余量,而主表面的加工顺序取决于零件预留基准的选择。齿轮轴类零件的特性和各曲面的精度要求都受到定位基准的影响。齿轮轴类零件通常采用轴作为定位基准,这样可以使该基准与设计基准统一重合。在实际生产中,以外圆为粗略定位基准,以齿轮轴两端中心孔为定位精度基准,误差控制在尺寸误差的1/3 ~ 1/5范围内。初步热处理后,将毛坯在两个端面上翻转或碾磨(用划线修正),然后标记两端中心孔,钻两端中心孔,然后将外圆粗化。
安全系数S:安全系数等于齿轮箱的额定输入功率与电机功率的比值。使用系数fs:使用系数表现减速机的应用特性,它考虑到减速机的负载类型和每日工作时间。(选型说明中有详细数据)安装力矩[N]:齿轮箱的组装和电机与齿轮箱的连接安装,都是有力矩要求。建议用力矩扳手来完成安装步骤。适合输入轴采用弹性联轴器要求。额定输入功率P1[Kw]:指减速箱安全的最大输入功率。输入转速为n1;安全系数S=1;理论寿命为10000小时输出功率P2[Kw]:指传递到输出轴的有效功率,可按以下公式得出:热功率[Kw]:热功率值与减速机的发热限制相关。创日精工是精密机械动作元件的供应者,品质保障,专业工程师为你提供完善的选型标准,是您的放心之选。
蜗轮蜗杆减速机频繁出现在各种机械的传动系统中,其应用到大动力的传输工作,到小负荷,精确的角度传输都能够使用到,如运输工具的轮船、车辆、重型机车,工程用的重型起吊机,机械工业用到的加工机具及自动化生产设备。那么有关它的一个使用寿命,这个是很多人关注的。随着蜗轮减速机功率的增大,单位功率损耗相应减小,功率先进,通常大容量蜗轮减速机功率通常为95%-98%,小容量蜗轮减速机通常为80%-92%,因此选择蜗轮减速机时一般遵循这种的基本准则:一是设备单机容量越大,动力利用率越高,因此要推行产业化工业生产;二是在设备容量判断以后蜗轮减速机的选择一般越靠近设备的实际需求越好。所说的高功率蜗轮减速机,只是一个定性的概念,即设计制造出的蜗轮减速机功率较通常规范蜗轮减速机功率高出必定水平。降低总损耗是先进蜗轮减速机功率的专业方式。计算得知:如一通用系列的功率均匀值0.87,作为高功率蜗轮减速机系列,其损耗如平均降低20%以上,则系列的功率均匀值也应超过2.6%以上。创日精工提供减速机相关行业选配服务,厂家品质保障,向用户提供质量可靠的减速机!可来图非标定制。贵州涡轮蜗杆减速机价格
专业生产精密减速机,型号齐全,质量保证,多层检测工序严控质量,现货供应,欢迎来电咨询。无锡涡轮蜗杆减速机品牌
齿轮齿面磨损的修复方法调整换位法、位移切削法、镶齿修复法和堆焊修复法是齿轮齿面磨损常用的四种修复方法。1.调整换位方法:更换磨损齿轮的轴承,继续使用未磨损或磨损较小的齿轮零件。适用于因单向运转而造成齿面磨损的齿轮传动机构的修复。对称结构的单面磨耗齿轮,可直接翻转180°重新安装使用;锥齿轮或正反转齿轮不能通过调整换位进行修理。2.偏位切削法:我们采用大排量的方法,将报废齿轮的某个数值,轮径滚刀,再次切出齿面腐蚀的部分,用负位移,将大齿轮小齿轮用正位移,加工后已成为新齿轮传动参数不变,从而导致大齿轮的修复,投入使用。金属加工厂人字轮磨损,Mn=16,Z=170,齿面点蚀,坑深约2~3mm。经过研究,对大齿轮进行大位移修复,并分别制作一个匹配的小齿轮。从而恢复了齿轮副的正常使用。3.插齿修齿法:对于小负荷、低速的齿轮,将个别齿敲除后,修齿时在刨床上刨出坏齿轮的齿根梯形槽,将槽形相同的新齿胚压入一定的松紧度,焊接牢固或用螺栓连接成型。4.堆焊修复方法:个别齿轮齿面磨损或齿端两侧磨损,可根据齿轮的损伤情况,在齿轮的整个或部分表面堆焊一层或几层金属。齿轮的焊接修理可分为电焊和气焊。堆焊齿轮修复,操作作简单,修复质量较好。无锡涡轮蜗杆减速机品牌
深圳市创日精工科技有限公司是以提供减速机,中空旋转平台,伺服电机,调速器为主的私营有限责任公司,公司始建于2011-09-02,在全国各个地区建立了良好的商贸渠道和技术协作关系。创日精工致力于构建五金、工具自主创新的竞争力,产品已销往多个国家和地区,被国内外众多企业和客户所认可。
上一篇: 泰州涡轮蜗杆减速机供应商
下一篇: 成都中空旋转平台工厂