上海制动管ATL自动线供应商
比如管件模具的结构主要包括:面板、定模板、定模型腔、动模板、动模型腔、型芯、滑块及滑块副部件、抽芯部件、顶出推板、动模底板等,其中为了保证模具的强度,通常将面板和定模板做成整板式。从功能上讲,管件模具包括:浇注系统、冷却系统、顶出系统、抽入芯系统。为了保证管件模具的自动化生产,浇注系统中的浇口通常采用潜伏式浇口,以利于产品与流道的自动分离,为了提高生产效率,型腔采用多层水道,型芯采用螺旋水芯,以达到完美的冷却效果,为了保证顶出工作的稳定可靠,顶出系统顶针可设计顶耳形式,产品美观无顶痕,顶针与型芯无干涉,顶针复位采用弹簧及复位杆,以及用螺栓连接顶出板与注塑机顶针的强制复位结构。自动化生产线可以通过自动化故障检测和排除提高设备可用性。上海制动管ATL自动线供应商
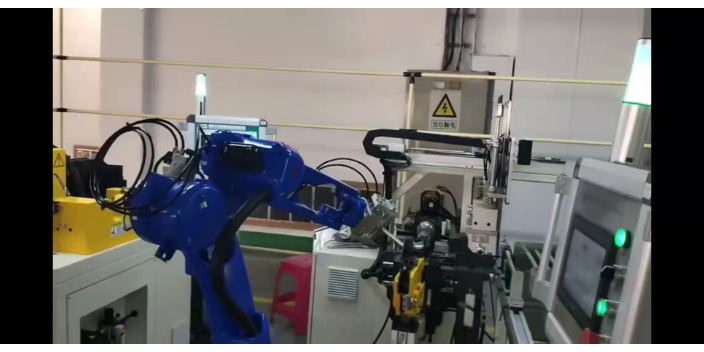
自动化生产线
早在二十世纪九十年代,PVC-U排水管件模具主要是由各模具厂家根据客户特定的订单进行组织与生产,模具及零件的制作按单件设计与制造。不但成本高,效率低,质量不稳定,甚至交货期通常也较长。正因为模具制作存在以上的诸多问题,所以各模具厂家在管件模具的标准化设计与制作上逐步走向统一。总的原则是:管件模具模架部分交给专业模坯厂家制作;模具外零件实行标准化设计和批量制作;模具厂家根据客户订单要求,只加工型腔和型芯部分(主要加工型腔、型芯、水道以及产品成型部位),这样的好处是:模具车间生产组织计划性强;外标准件平时可以投入批量制作;标准件制作可以提高效率,并保证质量的稳定;可以很缩短模具的交货期;由于标准件批量的制作,相对单件来说成本低,提高模具厂家的竞争力。泰州管材自动化生产线哪家好自动化生产线可以减少生产过程中的人为操作复杂性。

自动化生产管件模具若要满足自动化生产,要求推板顶出时,产品与流道能够自动分离,这点显得特别重要,达到了这一点,就能减少大师的操作工,提高效率,降低成本。另外管件模具要求抽芯、入芯、顶出、复位等动作运行可靠。即便是顶针没有完全复位时,也能避免型芯撞坏顶针,从而实现安全的自动化生产。(4)产品与流道料的自动输送系统,该系统有两种常用的方式:一种是产品和流道料从注塑机模具中顶出后,直接掉入注塑机下面坑道内的皮带输送系统,通过此皮带将产品和流道料输送到集中包装区;另一种是通过机械手将产品和流道料直接放入注塑机旁的皮带输送系统,同样通过皮带将产品和流道料输送到集中包装区。这两种方式一个共同的地方就是在皮带的出口,也就是集中包装区都设有一个大的转盘,所有的产品和流道料在转盘处由工人进行分检和包装
早期的PVC-U排水管件生产:环境粉尘污染大、人工劳动强度大、工艺粗糙简陋、生产效率低。随着二十多年的发展,现在原料基本上是先进行造粒,既保证了配方中各种原料的充分捏合,又增加了后期生产的塑化效果。而且粒料也便于实现集中供料,在料斗中易于下料,实现生产过程的自动化,产品质量也因材料和注塑工艺的稳定而得到较大提高。国内也有部分企业实现了不同程度的自动化生产,尤其是近几年,由于国内人工成本的不断提高,企业对管件生产自动化的迫切要求日益突出。其实国外早就在二十世纪七、八十年代就开始了管件生产的自动化,尤其是在欧美等发达国家,在整个管件生产过程中,从原料的投入、生产、检验、包装、入库到出库,除了检验和包装外,基本上实现了无人化操作。自动化生产线可以提高生产过程中的生产灵活性和适应性。
自动化生产线的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。自动化生产线可以通过机器学习和人工智能技术进行优化。徐州汽车刹车管自动化生产线改造
当今的自动化生产线在工业领域发挥着重要作用。上海制动管ATL自动线供应商
自动化生产线的变频器自动化工厂的交换器变频器(Variable-frequencyDrive,VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。变频器主要由整流(交流变直流)、滤波、逆变(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成。变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。上海制动管ATL自动线供应商
上一篇: 连云港管路自动化生产线生产厂家
下一篇: 舟山使用倒角机