新疆纱布分切机供应
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。温州胜钥环保设备有限公司为您提供分切机,期待您的光临!新疆纱布分切机供应
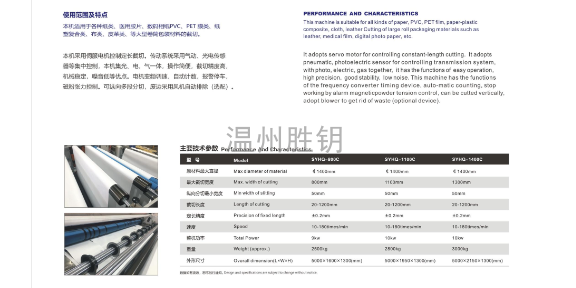
分切机
操作方法根据不同型号的切纸机略有不同,一般来说,操作步骤如下:将待裁切的纸张放在切纸机的进纸口,确保纸张平整无折叠。调整切纸机的裁切大小,根据需求将纸张裁切成相应大小。按下启动键或转动摇把,切纸机开始裁切纸张。裁切完毕后,将废纸从出纸口清出。停机维护。使用切纸机时需注意以下事项:不允许在设备不平稳或暴露在化学品等有害物质的环境中使用。切纸机应在干燥的环境中存储和使用。定期检查刀片是否锋利并及时更换。定期检查齿轮和轴承是否磨损并及时更换。使用指定的润滑剂润滑机器的移动部分。在使用过程中,一次不要塞入过多的纸张,尤其是高质量的纸,以避免卡纸现象。纸张放入时尽量不要放歪斜,对比较窄的纸要尽量放在进纸口的中间。在使用过程中出现卡纸故障时,应立即停机并采取相应的措施(如倒退键或停机键),然后再使用相关的部件进行检查和修理。操作过程需严格遵循相关规定和使用手册,避免因误操作导致的事故。湖南特种纸分切机国标分切机,就选温州胜钥环保设备有限公司,让您满意,期待您的光临!
分切机是一种将宽幅纸张、云母带或薄膜分切成多条窄幅材料的机械设备,常用于造纸机械、电线电缆云母带及印刷包装机械。分切机主要的运用于:无纺布;云母带、纸张、绝缘材料及各种薄膜材料分切、特别适宜于窄带(无纺布,纸张,绝缘材料、云母带、薄膜等等)的分切
分切机主要是将大卷筒母卷分切为不同宽度的产品,并可以有检查产品质量的作用
分切机是将一大卷纸张,薄膜,无纺布,铝箔,云母带等各种薄材料分切成不同宽度小卷的印前,印后设备,常用于造纸机械及印刷包装机械
产过程与作业方法1、根据材料和生产要求设定收放卷张力,计数器自动停止数等,设定完毕,打开光电跟踪纠偏。2、将所要分切的基材拉至分切机处,提起穿料轴,穿入纸管,穿料时注意方向。3、调整基材到合适位置,冲入压缩空气。4、将要分切材料引入到收料轴上,穿料时注意机器上的刀片,以防手被划伤。5、根据材料特点,调整光电感应位置,以保证尺寸准确。6、根据生产工艺单尺寸要求,安装分切刀架到合适位置,紧固下刀,打开风机,把下刀边料送入风机桶内,然后低速开机,把材料切成所要求的规格。7、把符合规格的纸管穿在收料轴上,冲入压缩空气,把分切符合要求的产品牵引至收料轴的纸管上。8、慢速开机,观察在分切运行过程中分切效果,对分切速度、张力、接角压力、边料等进行适当调节控制,放卷张力,以及分切的材料是否符合质量要求,稳定后慢慢加速,机器运转时严禁将手放入机器内,以免手被压到。9、生产过程中一切从公司利益出发,减少浪费,降低生产成本,节约用电。 温州胜钥环保设备有限公司为您提供分切机,有想法的可以来电咨询!

分卷其它要点1、开机前必须确认设备是否完好,检查设备有无甩油现象,如有问题须及时处理,特殊情况需征得设备人员认可,方可开机。2、分切必须明确生产计划及要求。3、生产中不用脏手或其它脏物去接触铝箔,以免留下退火油斑。4、注意观察转动辊的油雾润滑端以防积油、甩油。5、严禁在打底或生产过程中衬料,或用酒精调整板形。6、工作时上下支撑辊与展平辊必须同时作用在铝卷上。7、主操开机时,副操和助手必须做好为下一车生产的准备工作,并保持现场清洁。8、进框时严格按照工艺要求进行,宽料与窄料、厂家不同的,卷径大小的都要分开,另外一般情况下。9、卸卷时,为了防止碰伤料中间用泡沫隔开。10、卸料桌面及开卷周围要经常吹扫、擦洗保持清洁。11、做好交接班卫生工作,现场定置安放工作要做好,设备故障以及生产情况必须向下一班交代清楚,核算出本工序产量、成材率。12、生产时由于来料质量不好,需要生产的必须向有关领导汇报并注明情况。13、严格按照换辊要求进行换辊,做好检查工作并且给辊做好标记。14、注意大卷径料要用壁厚12mm的串管,杜绝料中间靠在一起。分切机,就选温州胜钥环保设备有限公司,有需求可以来电咨询!广东白卡纸分切机厂商
分切机,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电!新疆纱布分切机供应
常见问题的分析解决:(1)膜卷表面暴筋:开机时速度过低,管芯表面不一致,膜薄厚不均匀或膜中含有晶点、加进杂质,图案设计造成。(2)端面翘起:由于切刀钝化,在切口处产生拉伸现象,造成吸卷后膜卷边缘向外翻翘的结果,刀具安装不正确,卷取速度太快,卷取太紧时以产生,应适当调整。(3)端面喇叭状:卷取张力太小,复合膜两边厚度差太大,薄膜表面滑爽性太好,适当提高卷取接触压力,卷取轴与接触压辊不平行,产品两边油墨量不均衡,应调整图案设计。(4)膜卷端面锯齿状不平:膜卷太松,接触压力小,减少卷入空气量,膜卷过紧,应减少收卷张力,调大锥度,加速或减速过于迅速,对平滑性好的材料应注意放缓加减速度。(5)膜卷急剧滑移:卷的太松、张力太小,卷的太紧、张力太大。(6)薄膜表面有划痕:分切机导辊表面不清洁,被动导辊转动不灵,导辊表面有划痕,应修理或更换。(7)膜卷表面有硬块状凸起:收卷太紧(暴筋),卷进杂质,薄膜本身晶点过大造成。(8)卷材端面菊花状:由于薄膜外层张力太大,是内层膜产生滑移,造成过紧应调整收卷锥度,使锥度值加大,以减少外层张力。新疆纱布分切机供应
上一篇: 贵州全自动高精度横切机咨询报价
下一篇: 云南PVC塑料横切机供应