中国澳门白板纸分切机哪里好
操作方法根据不同型号的切纸机略有不同,一般来说,操作步骤如下:将待裁切的纸张放在切纸机的进纸口,确保纸张平整无折叠。调整切纸机的裁切大小,根据需求将纸张裁切成相应大小。按下启动键或转动摇把,切纸机开始裁切纸张。裁切完毕后,将废纸从出纸口清出。停机维护。使用切纸机时需注意以下事项:不允许在设备不平稳或暴露在化学品等有害物质的环境中使用。切纸机应在干燥的环境中存储和使用。定期检查刀片是否锋利并及时更换。定期检查齿轮和轴承是否磨损并及时更换。使用指定的润滑剂润滑机器的移动部分。在使用过程中,一次不要塞入过多的纸张,尤其是高质量的纸,以避免卡纸现象。纸张放入时尽量不要放歪斜,对比较窄的纸要尽量放在进纸口的中间。在使用过程中出现卡纸故障时,应立即停机并采取相应的措施(如倒退键或停机键),然后再使用相关的部件进行检查和修理。操作过程需严格遵循相关规定和使用手册,避免因误操作导致的事故。放卷采用有轴上料或液压无轴式自动上料装置。中国澳门白板纸分切机哪里好
分切机
机械的防护设施是否完善。操作过程中要防止压伤、划伤或带进转动的齿轮、链条、滚筒等4调刀:根据作业要求调整准确的刀距,注意刀口的方向。必要时要把底刀取下重新排刀,刀有豁口或不锋利要其实修理更换5查勘静电消除设施及机台地线的连接。把机台下铺好废纸防止灰尘吸附。6上料时注意安全。把材料推到合适位置进行充气,注意材料的转动方向不可上反。7穿纸和对边:把材料按设备设定的方向从放卷穿到收卷,并调整纠偏位置进行对边,上料时一定要注意纠偏行程。8在收卷轴上穿上作业要求的纸管,对齐材料。需要贴双面胶的必须贴好双面胶,调整好合适的收卷张力和放卷张力,进行切边收卷。9在收卷过程中要严格检验产品质量,不可把次品或废品和其他赃物或边条卷进产品,同时严格控制米数。10停机卸卷时要一手托住材料把产品从气胀轴上抽出来,不得在产品上留下手印四川铜版纸分切机什么价格分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,有需要可以联系我司哦!
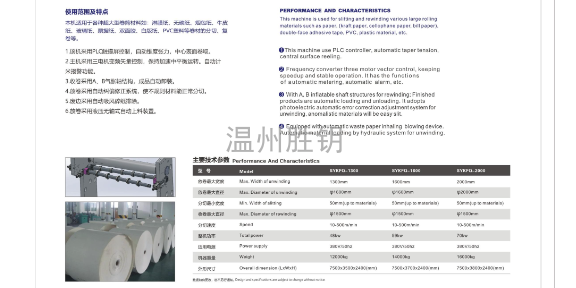
设备特点:1.集中面板操作,集成电路控制。本机各部集中于面板操作控制.2.面板主要功能:A.主轴转速调整B.收卷长度设定C.放卷张力调整D.收卷张力设定E.启动。停止按钮。3.切刀采用上下圆刀.并可以根据不同的切割宽度更换下刀轴,调整切割宽度以达到所需切割质量。纺布分切机是在生产过程中根据不同需要而对宽幅材料进行切边、分切等的一种设备。其中无纺布分切机主要用于将宽幅卷材分切成各种适合生产需要的窄幅卷材,分条工艺包括放卷料和收卷料两个过程。放卷料和收卷料的张力控制是分条机的关键环节。本机是在原有电控系统的基础上增加了自动对边器控制,达到了理想的效果、提高了机器工作性能,使机器在高速运转中更趋稳定,收卷平整,操作简单方便,安全可靠,耐用性强。
切割方式分切机主要采用两种切割方式:圆周切割和直线切割。圆周切割是指刀片在圆周方向上做旋转运动,同时刀片与材料一起进行直线进给,从而实现材料的圆形切割。直线切割是指刀片在材料上做直线运动,从而实现材料的直线切割。切割部件分切机的切割部件主要包括刀片、轴承和密封件。刀片是实现切割的关键部件,一般采用高度合金材料制成,具有锋利刃口和一定角度的斜面。轴承用于支撑刀片,同时保证其旋转或直线运动。密封件则起到密封作用,防止材料在切割过程中产生跑偏或吸湿等问题。传动部件分切机的传动部件主要包括皮带、轴套和轮座。皮带负责传递动力,连接主轴和刀片,保证刀片能够获得足够的切割力。轴套是轴承的定位件,起到固定轴承位置并保证其旋转精度的作用。轮座则是支撑皮带和轴套的基础部件。精度保证分切机的精度保证措施主要体现在设计精度和加工精度两个方面。设计精度主要是指机器结构的设计,包括刀片与材料的相对位置、轴承与轴套的配合精度等。加工精度则是涉及刀片、轴承、密封件等部件的加工质量,要求这些部件的尺寸和形位公差都必须达到一定标准。温州胜钥环保设备有限公司分切机获得众多用户的认可。

分切,在复合软包装生产中扮演着举足轻重的角色。随着自动化包装设备的日益普及,以膜卷形式出厂的复合软包装材料逐渐增多,对其分切质量和分切规格的需求也日益提高。此外,复合软包装材料的多样性也日益凸显,包括强度、不易拉伸的材料,柔软、延伸率大的材料,易划丝、不耐摩擦的材料等,这些都为分切工艺带来了更高的挑战。分切工艺,就是将大规格的原膜,经过印刷和复合后的膜卷,通过切割加工成所需规格尺寸的工艺。而执行这一工艺所需的设备,便是我们称之为分切机的设备分切机设备,就选温州胜钥环保设备有限公司,用户的信赖之选,欢迎新老客户来电!上海PVC塑料分切机厂商
分切机,就选温州胜钥环保设备有限公司。中国澳门白板纸分切机哪里好
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。中国澳门白板纸分切机哪里好
上一篇: 山东PET横切机什么价格
下一篇: 山西全自动横切机厂家