辽宁卷筒纸分切机供应
用前应对全自动分切机的主要部件进行检查,加注润滑油;在检查拆装全自动分切机时,严禁使用不合适的工具、采用不科学的操作方法;每隔二周对机器作一次清理和检查;全自动分切机如较长时间停止不用,必须将所有光亮表面擦拭干净,涂上防锈油,加罩塑料套将整机遮盖。如全自动分切机停用达3月以上,应在防锈油上覆防潮纸;工作完成之后,认真清洁设备,并将外露磨擦面擦拭干净,加注润滑油。日常维护保养要做好分切机的日常保养与维护工作要做好以下五点。一,对电器局部要定期打扫与检查,及时扫除隐患。二,分切机的使用是靠纵切机、横切机来完成的,所以,要运用高质量的纵切刀和横切刀。三,分切机的日常保养要到位,其准绳是,光滑、清洁、清算(无尘、无杂物)到位,确保设备的滑动部位处于良好状态。四,是维护工作,对转动部位要停止定期和不定期的检查(特别是对易损件要停止实时监控)。实行定期调整,定期改换,换向器并做好细致的记载,以到达延长设备运用寿命的目的。五,提高操作分切机的人员的技术素质与程度,关于控制局部的操作要做到专人担任,未经答应任何人不得自行操作。分切机设备,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电哦!辽宁卷筒纸分切机供应
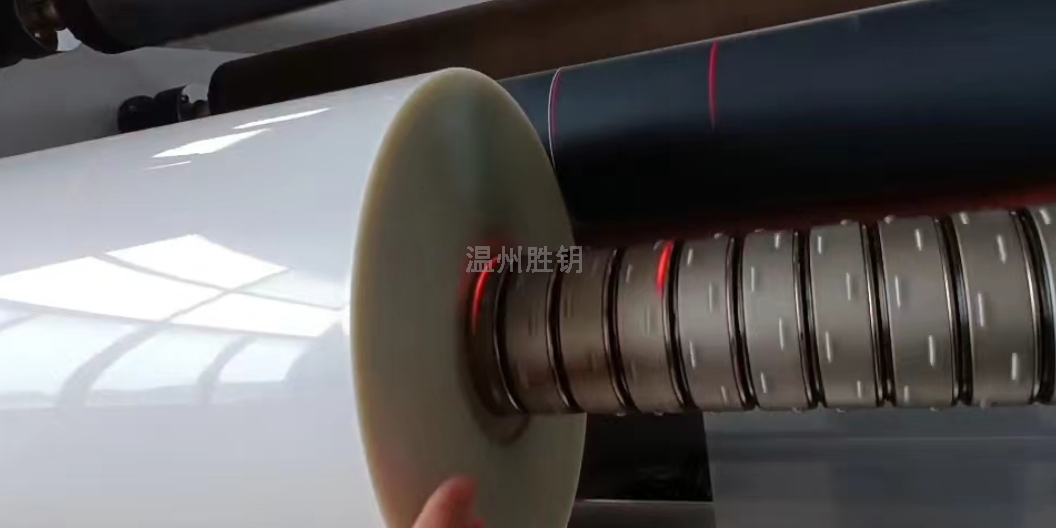
分切机
分切条件的设置1.材料性能的了解,包括刚性强度、延伸性、平滑性、厚度等,这些是设定分切工艺参数的重要因素。2.分切成品的规格必须清楚,包括长度1000M、卷径300㎜、宽度,还要了解特殊要求,例如纸芯要求和接膜方式与数量标记(接膜方式有搭接和下压两种方式,平接有对花和随意两种方式)等。3.张力设置是分切过程中非常重要的环节,因为分切本身就是一个退卷和重新卷取的过程。张力控制对分切产品的质量有着决定性的影响,它包括卷取压力和锥度。分切的放卷张力指的是膜卷分切前的张力,原则上放卷、进料张力应设定在较低的范围。如果张力过大,剩余应力大,会导致图案拉伸、薄膜变形等问题,进而影响下道工序的生产或使用。卷取张力由气轴的隔片和摩擦轴环之间的摩擦力加以控制。海南全自动分切机规格分切机,就选温州胜钥环保设备有限公司,让您满意,欢迎您的来电!

分切机的操作方法操作分切机前,需确保电源已连接,并仔细阅读使用说明书。具体操作步骤如下:1.打开分切机电源,将待切割的纸张放置在调好宽度的圆刀轴下,调整刀片与纸张的距离,确保切割精度,控制调整张力使纸张在一个合适的张力范围内。2.根据需要设置切割长度,将控制杆向前推动,使刀片下降到纸张表面。3.按下启动按钮,分切机开始裁切纸张进行分切复卷。4.分切复卷时或完成后,检查切割效果及平整度,如无问题可将纸卷取出。
切纸机根据操作方式和裁切的传动方式的不同,可以分为以下几类:手动型切纸机:整体结构相对简单,调试维修方便,但精度较低,满足不了高要求的裁切需求。机械型切纸机:相比手动型切纸机,机械型切纸机采用机械传动,裁切相对稳定但精确度仍然有限。液压型切纸机:采用液压传动,裁切稳定且精确度高,但结构复杂,调试维修较困难。全液压型切纸机:在液压型切纸机的基础上进一步优化,裁切精度和稳定性都得到了提升。数字显示切纸机:操作数据以数字形式显示,方便操作人员掌握裁切情况。微机程控式切纸机:采用微机控制技术,可预设裁切程序,使整个操作过程按照设定程序循环进行。切纸机的工作原理主要是基于“铡刀”原理,即刀片沿斜线向下切割纸张。无论手动型、机械型、液压型、全液压型、数字显示型还是微机程控式切纸机,其工作原理都是类似的。在手动切纸机中,操作者通过杠杆压板和标尺挡板来控制刀具的移动和切割位置;在机械型、液压型和全液压型切纸机中,刀具的位置和移动则由相应的机械或液压装置驱动。数字显示切纸机和微机程控式切纸机则进一步引入了现代控制技术,使裁切过程更加精确和可控。.收卷采用A、B气胀轴结构,成品自动卸装。
分切工艺的环保措施是确保生产过程符合环保法规和降低环境污染的重要手段。环保措施包括回收处理、减少环境污染和遵守环保法规等。例如,在生产过程中,应该对废料进行分类回收和处理,减少废料的产生和对环境的污染。同时,应该优先选择环保型的切割设备和材料,并遵守国家和地方的环保法规,确保生产过程的环保性。总之,分切工艺在多个领域都有广泛的应用,要想提高产品质量和生产效率,必须从材料选择、尺寸调整、表面处理、分切方法、精度控制、安全性和环保措施等多个方面进行考虑和优化。分切机设备,就选温州胜钥环保设备有限公司,有需要可以联系我司哦!辽宁卷筒纸分切机供应
采用PLC触摸屏控制,自动锥度张力,中心表面卷取。辽宁卷筒纸分切机供应
换刀、调刀操作1、生产时必须保证刀片不影响产品质量,对于刀刃不好而导致卷边、毛刺以及其它损伤而引起成品端面不良时,必须换刀。2、调刀时,应将刀槽内的铝箔清理干净,并尽量避开有塌边等缺陷的刀槽作为下刀槽。3、每一刀片可以单独调整在刀槽中的深度(经验值约0.5mm)使刀刃正对下刀槽中部位置,并上紧固定刀片的螺栓。4、刀槽辊槽宽0.64mm,节距2mm,偶数宽度料都可获得。卷材宽度由上刀刃的距离决定,精度由用于测量刀刃距离的尺子精度决定,宽度由分切后确定,超差再调整。5、刀片架适合于薄型双刃刀片,可以有2个边切,5个两刀中切,对中切来说,可获得4mm~50mm的抽条。6、所有的切边刀调整好后,应缓慢放下刀架作进一步检查,确认每一块刀片都在刀槽中部位置,深度适中或用铝箔做切条试验,合格后拾起刀架。辽宁卷筒纸分切机供应
上一篇: 山西蓄电池AGM隔板横切机价格
下一篇: 陕西电脑高速分切机供应