杭州品质厚板激光加工哪家专业
厚板激光加工时出现的问题怎么解决呢,接下来让小编简单讲解一下:1.高峰穿孔(HPP)方案利用占空比小的高峰值脉冲激光,辅以喷射在材料表面上的不燃油以清扫开孔边缘附着物,控制脉冲的合理频率边冷却边穿孔。其特点是相对炸孔虽然时间稍长(3秒),但穿出的孔径小(约φ4mm)且开孔边缘无附着物以及入热较低,便于接下来的正常切割加工,相比普通穿孔则效率提高了4倍。2.切割断面改善方案对于碳钢来说改善切割断面的重要因素是控制对板材的入热并能保证激光照射部分的充分燃烧。对于不锈钢来说改善切割断面的重要因素则是光束的改良(改善焦深)与辅助气体的有效利用。亮面切割技术就是改善了发振器和喷嘴所得到的结果。3.保证加工稳定性的方案中厚板激光切割机加工问题的解决方案,当前为了提高加工机的运行速度,激光机多采用俗称飞行光路的结构,即材料托盘不动而加工头在整个可加工区域内运动的形式。而为了补偿加工头与光源相对位置的变化,各厂商也尽可能保证光斑在加工范围内的一致性,使用曲率可变折射镜是普遍选择的方式。这种方法虽然结构简单却会改变焦深,使在对焦深极为敏感的中厚板切割时会显得力不从心(既要保持光斑不变又要保持焦深不变)。厚板激光加工批发工厂。杭州品质厚板激光加工哪家专业
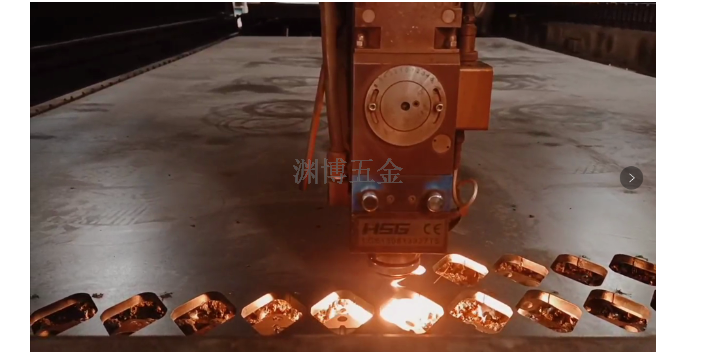
速度太慢1)造成过熔,切断面较粗糙。2)切缝变宽,尖角部位整个溶化。3)影响切割效率。3.确定适当的切割速度从切割火花判断激光切割加工速度可否增快或减慢1)火花由上往下扩散2)火花若倾斜时,则说明切割速度太快)火花呈现不扩散且少,聚集在一起,则说明速度太慢。激光切割加工速度适当切割面呈现较平稳线条,且下半部无熔渍产生。
工件材质对激光切割精度有一定影响。同样情况下,不同材质的切割精度也稍有不同,即使是同一材质,如果材料的成分不同,切割的精度也会有差异。那么,激光切割加工时怎么才能做到高精度呢?济南激光切割厂经过多年实践总结出提高激光切割加工精度的几个关键技术:一是焦点位置控制技术。聚焦透镜焦深越小,焦点光斑直径就越小,因此控制焦点相对于被切材料表面的位置十分重要。 江苏机械厚板激光加工价位推荐的金属厚板激光切割加工厂家。

我们在对厚板激光加工时,往往会采用传统会聚性光束进行激光切割时,激光束作用于表面的区域很小,由于激光功率密度很高,所以不在激光辐射的区域,工件表面温度达到了燃点,而且由于热传导,一个更宽的区域达到了燃点温度。厚板切割时,切割速度相当慢,工件表面铁氧燃烧的速度要比切割头行进的速度快。燃烧持续一段时间后,由于氧的浓度下降,而导致燃烧过程熄灭。只有当切割头行进到该位置时,燃烧反应又重新开始。切割前沿的燃烧过程是周期性地进行,这样就会导致切割前沿的温度波动,切口质量变差。板厚方向氧纯度和压力难以维持恒定。金属激光切割机厚板切割时,氧纯度下降也是影响切口质量的重要因素。氧流的纯度对切割过程有强烈影响。当氧流纯度下降,铁氧燃烧率将下降10%;纯度下降5%时,燃烧率将下降37%。燃烧率下降将减少了燃烧过程输入到切缝中的能量,降低了切割速度,同时切割面液态层中铁的含量增加,从而增大到熔渣的粘性,导致熔渣排出困难,这样在切口下部就会出现严重的挂渣,使切口质量变得难以接受。为了保持切割稳定进行,要求在板厚方向切割氧流的纯度及压力要基本保持恒定。
厚板激光加工我们见的多,那激光切割能切厚度不同的同一快板吗?首先,激光切割机的主要功能是进行板材的异性切割下料,还可以进行打标这些功能。在切割下料的情况下,板材应该是从钢材市场采购的,这些板材的规格应该是固定的,不存在提问者说的厚度不同的同一块板材;假如存在在一块板材上厚度不同,是否是板材发生的凹凸不平,也就是有的翘了起来。在这种情况下,激光切割机的切割头有调高功能,也就是保持切割喷嘴与切割面距离不变,这样是不影响切割的;再假如板材厚度变化起伏过大,比如陡然增加几厘米这样会造成切割头与板材的碰撞,从而造成停机,这样的话激光切割机是无法进行加工的;目前一台激光切割机便宜的30万左右,贵的高达几百万,对企业也是一笔投入,所以在加工过程中,对于板材出现明显的起伏从而影响加工,那么操作工也不会用激光切割机操作的。简而言之,激光切割机可以在设备接受板材不平的一定范围内进行加工,超出范围无法切割。 厚板激光加工工厂定制。

其中,影响激光切割加工精度的几个重要因素:1、激光束通过聚焦后的光斑的大小:激光束聚集后的光斑越小,激光切割加工精度越高,特别是切缝较小,较小的光斑可达0.01mm。2、工作台的走位精度决定着激光切割加工的重复精度,工作台精度越高,切割的精度越高。3、工件厚度越大,精度越低,切缝越大。由于激光光束为锥形,切缝也是锥形,厚度0.3MM的材料比2MM的切缝小的多。速度过快如果激光切割加工速度过快,可能造成以下后果:1)可能无法切透,火花乱喷。2)有些区域可以切透,但有些区域无法切透。3)整个断面较粗,但不产生溶渍。4)切割断面呈斜条纹路,且下半部产生溶渍。如何操作厚板激光加工。泰州大型厚板激光加工批量定制
厚板激光加工销售工厂。杭州品质厚板激光加工哪家专业
针对我们在进行厚板激光加工中出现的问题,我们可以用以下方法来解决:1、高峰穿孔(HPP)方案顾名思义就是利用占空比小的高峰值脉冲激光,辅以喷射在材料表面上的不燃油以扫除开孔边缘附着物,控制脉冲的合理频率边冷却边穿孔。其特点是相对炸孔虽然时间稍长,但穿出的孔径小,且开孔边缘无附着物以及入热较低,便于接下来的正常切割加工,相比普通穿孔效率则提高了4倍。2、切割断面改善方案对于碳钢来说改善切割断面的重要因素是控制对板材的入热,并保证激光照射部分的充分燃烧。另外由于厚板其在穿孔和切割时的焦点位置有所不同,若激光切割机焦点位置固定,那么会导致穿孔品质和切割品质都下降。伯纳激光自主开发的数控系统具有自动调整焦点功能,通过自动调整焦点装置来设定的焦点位置,保证了穿孔品质和切割品质的稳定。同一块国产板材上用传统条件和伯纳条件进行切割的效果比较。3、保证加工稳定性的方案当前为了提高加工设备的运行速度,激光切割机多采用俗称飞行光路的结构,即材料托盘不动而加工头在整个可加工区域内运动的形式。而为了补偿加工头与光源相对位置的变化,各厂商也尽可能保证光斑在加工范围内的一致性,使用曲率可变折射镜是普遍选择的方式。 杭州品质厚板激光加工哪家专业
杭州渊博五金机械有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下浙江钣金加工,精密箱柜加工,萧山厚板激光加工,机床外罩钣金加工深受客户的喜爱。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。渊博五金秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
上一篇: 南京一站式机柜加工出厂价格
下一篇: 宁波金属五金加工厂家