浙江小型排焊网机保养
钢筋网焊网机加工视频:作为一项日常管理的重要工作,施工过程中对施工材料、机械设备、混凝土使用等成本的控制,是实现隧道施工的质量和社会效益的保障之一。因此,要从施工方法到施工的各项内容,进行科学的控制,提高材料的利用率,减少因成本造成的误工现象。可焊接网钢筋直径为4-14mm,其中可采用。为便于运输,焊接网长度不宜超过12m,宽度不宜超过。气动钢筋网焊网机的特点、应用及选型须知,焊网机的性能配置上自动化编程控制,落丝拉装置,实现自动焊接生产,片平整、对角线误差小,焊接电力电子控制系统采同步控制,采PLC编程控制,中文显示,所有焊接参数、生产数据设定、片规格调整均在触摸屏上完成,人性化操作界面,易于操作及掌握,控制精度高性能稳定。1.钢筋排焊机焊接主机采同步控制,使寿命长,精度高,压力大,促使焊点牢固,2.钢筋排焊机焊接变压器采了新焊变压器,调档可分为八个级别,扩大了焊接丝范围.设计下电极块磨损率低,并可多面使.3.钢筋排焊机走系统使计算机编程控制,横筋间距无极调整,改变孔距由程序决定,同一张片上可以有多重南宁隧道钢筋网片排焊机厂家定制型号不同横筋间距.4.钢筋排焊机控制系统采PLC编程控制器,触屏式显示屏,操作界面方便。上海崴而淀电器有限责任公司为您提供排焊机,有需求可以来电排焊机!浙江小型排焊网机保养
确保焊机能够长时间稳定工作7、焊接气缸、焊接气阀选用质量快速器件,确保焊机能够连续稳定工作。全自动焊网机控制系统方面采用大规模智能芯片,高度集成化设计。全自动焊网机设备特点:一.减速机别:使用了全新的减速机,传动效率更高,噪音小,故障率低几乎为零。二、重要电器:使用的拉网电机等总共要电器件均为国产顶端品牌,都为工业级别。三、效率:焊网机的效率高,与其他厂家相比较大的提高了效率。四、触摸屏设计:焊网机的触摸屏设置简单,画面简单明了,操作简单。五、漏斗设计:机械厂的漏斗为全新设计,国内独有这种技术。新技术保证了更有效率的生产。更加简化了人为学习的时间,更加简单实用,落丝更快更稳,来保证机器整体的生产速度。时代在进步,科技在发展,我相信,新一代的我们,会创造出更加令人叹为观止的科技成就,丰富人们的生活。全自动焊网片机,循环拉网.河北百康焊接设备从设计、生产到销售提供完整的流水线服务,致力于解决各种钢筋网生产难题,在多年的发展过程中引进外先进的工艺技术对原有焊网机进行改进和升级,针对客户钢筋网片需求进行创新,逐步发展成上海焊网机械行业的专业性制造企业。钢筋网片排焊机易操作,操作流程分为。浙江小型排焊网机保养上海崴而淀电器有限责任公司致力于提供排焊机,欢迎您的来电哦!

上海崴而淀电器有限责任公司是一家专业从事电阻焊机及专门焊接设备制造商、供应商。自2003年成立以来,在产品研发、设计、生产以及销售和售后服务都谨遵ISO9001守则,同时拥有先进的数控设备、专业机械设计软件与专业工程设计研发人员,使产品做到精益求精。(大功率中频点焊机厂家,中频碰焊机,广州点焊机,中频直流点焊机专注10多年)在焊接技术的领域中,始终处于行业前列。多项功能属于较早创立。公司2008年引进了德国奥地利意大利进口电阻焊焊接技术、并与华南理工学院进行深度合作开发出来高频、中频点焊机焊接控制器、中频点焊机变压器、电阻焊机、焊接自动化专机、机器人的工装夹具设计和模具加工夹具设计、控制技术,使我们的梅花出自苦寒来,十年磨一剑,经过十年的洗礼,公司拥有培养各类型专业技术人才的同时。
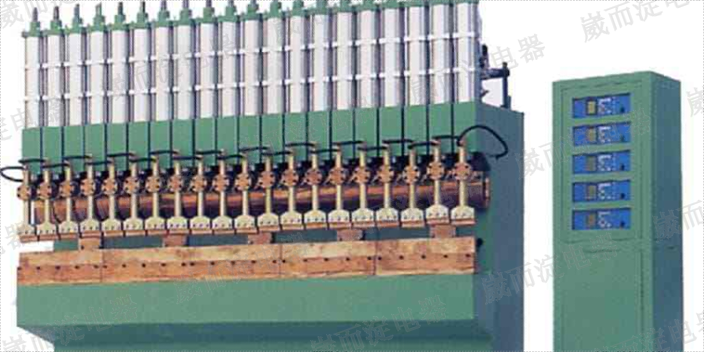
输出电源强劲、稳定、可靠性强;6.操作由脚踏开关控制,具有较高的生产率,劳动强度低;7.适用金属网片、网罩的焊接。产品结构1.焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接比较大网宽为700mm。2.根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调。3.各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。4.次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。5.焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。6.变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却,确保焊机能够长时间稳定工作。7.焊接气缸、焊接气阀选用质量快速器件,确保焊机能够连续稳定工作。性能1.整机关键部分采用进口器件,如:电磁气阀、气缸、可控硅均采用进口或国产名厂部件,控制箱为单片机微电脑集成化设计制造。2.机器为箱型结构,刚性好,气动加压,压力可调,传动部分灵活可靠。3.主电路采用SCR控制,电流连续可调,并且具有网压波动补偿功能。上海崴而淀电器有限责任公司致力于提供排焊机,欢迎您的来电!

比如对钢筋网片的可焊性与其含碳量及合金元素等材料研究,含碳量增加、则可焊性降含锰量増加,也影响钢筋网片排焊机焊接效果而含适量的钛,可改善焊接性能。钢筋网片排焊机根据结构构件受力的特点,钢筋网片往往需在中间弯曲,而在两端弯成弯钩。钢筋弯曲时,外皮伸长,内皮缩短,而轴线长度不变。但是钢筋网片排焊机设计图纸中所注明的尺寸为钢筋网片外轮廓尺寸,且不包括端头弯钩长度,它是依据构件尺寸、保护层厚度以及钢筋网片排焊机规范要求等按外包尺寸进行计算的。排焊机的结构特点主要包括:1、焊机为龙门式结构,焊机的有效工作空间为900mm,适合焊接*网宽为700mm。2、根据用户的使用要求,焊机的上横梁装置3个或4个焊接气缸。与上气缸对应在下横梁装置3个或4个下升降气缸。焊接气缸横向位置可调3、各组焊接气缸可以分别进行焊接参数(焊接电流、焊接时间,预压时间、维持时间)等的设置。4、次级采用三相全波整流方式供电,功率因素高,电流输出强劲。节能省电。5、焊机的控制采用全数字化可编程控制器(PLC)控制,电流输出稳定,工作可靠。故障率低。6、变压器、初级可控硅及次级整流桥、焊接电极等3路工作系统分别设置强水冷系统进行冷却。排焊机,就选上海崴而淀电器有限责任公司,用户的信赖之选,有需求可以来电排焊机!山东XY轴自动排焊网机设备生产
上海崴而淀电器有限责任公司致力于提供排焊机,欢迎新老客户来电!浙江小型排焊网机保养
可以插在竖直插孔621内。竖向卸料气缸具体结构为现有技术,在此不再赘述。如图5所示,下料架30包括两下料杆310、下料滑动座320、下料气缸330、下料固定座340和下料升降气缸350,下料气缸330和下料固定座340固定设置于工作台10上,下料气缸330的驱动轴与下料滑动座320连接,以使下料滑动座320滑动设置于下料固定座340上,下料升降气缸350设置于下料滑动座320上,两下料杆310固定设置于下料升降气缸350的驱动轴上,以使两下料杆310在竖直方向上移动。下料杆310的端部设置有倒钩结构311,便于勾住并取出led支架80。上述焊线夹具,与现有技术相比,移动装置40的物料杆430通过电磁铁将从上料架20的led支架80吸住,移动到载料装置60的上方,再感应器载料装置60的竖向插孔621的位置,即可将led支架80依次放入竖向插孔621内,因此可以将多条led支架80放入载料装置60的竖向插孔621内,然后载料装置60滑动到焊接位置进行焊接;焊接完成后载料装置60复位,竖向卸料气缸驱动卸料支架在竖向插孔621内从下往上移动,将使led支架80顶出,然后控制下料架30将led支架80挂住,移动开,实现多条led支架80作为整体运输、焊接、自动上、下料。如图3和图4所示,在其中一个实施例中。浙江小型排焊网机保养
上一篇: 甘肃钢筋网排焊机保养
下一篇: 西藏自动排焊机维修