衢州三工位绕线机设备厂家
深圳市金岷江智能装备有限公司“中小型电机绕组制造设备全自动立式多工位绕线机”详细介绍双头四工位立绕机;。该机主要适用于三相电机、水泵电机、空调压缩机电机、冰箱压缩机电机、新能源汽车驱动电机等大电机。该机可绕制主相或副相线圈;设备可将线圈整齐排列到挂线杯中,节省了传统工艺绕线和挂线人员;自动跳段、自动处理过桥线、自动剪线、自动分度依序一次完成;人机界面可设定圈数参数、绕线速度、沉模高度、沉模速度、绕线方向等;绕线张力可调,具有连续绕线、非连续绕线等功能;可满足2极4极6极8极电机线圈绕制。优点1:排线均匀,推线准确,落线杯储线整齐;绕组线圈无折断伤线现象、盐水实验损坏数≤1个/30米。优点2:绕线匝数误差0匝。优点3:绕线后绕组整齐美观,无交叉、伤漆膜、断线、杯顶跑线等不良现象;采用独特的无阻力过线通道,拉伸率小于。 生产分块定子绕线机的厂家?衢州三工位绕线机设备厂家
绕线机
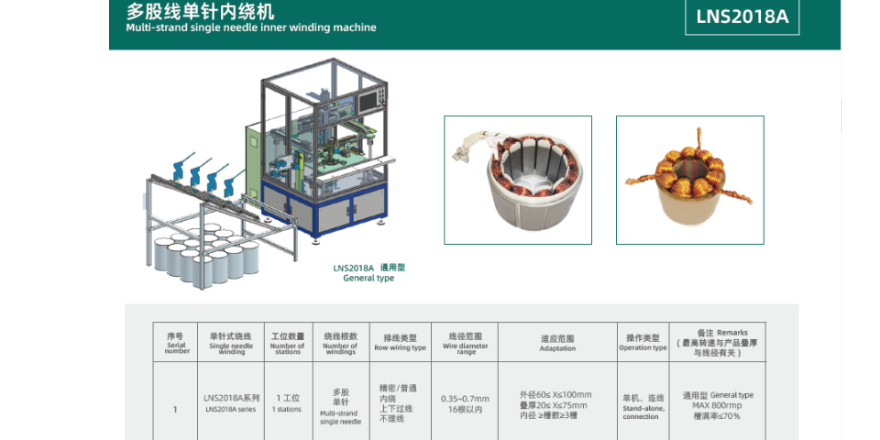
全自动绕线机工作原理及绕线方式:1.飞叉外绕线机,这是比较常见的外绕线方式,针对槽口向外的定子产品,有刷电机也可以采用这种绕线方式,相对经济。工作原理就是利用飞叉的高速旋转,带动线嘴旋转,线嘴带着漆包线跟着运动,在模头、模具、护板相互作用下,把线卡进定子槽口里,可以实现精密排线,前提是机器配置够好,模具、排线装置、及控制器精密度好。2.针式内绕机,这是比较常见的内绕线方式,针对槽口向内的定子产品,可分为上勾线绕线和下勾线绕线方式,这主要取决于出线要求。工作原理就是伺服带动针杆高速上下运动,针杆上有线嘴,线嘴带着线一起运动,在上下运行的同时前后移动,同时模具不停的左右移动,然后漆包线就绕进定子槽口里,可实现精密排线。以上就是无刷电机全自动绕线机工作原理及绕线方式,当然也还有其他的绕线方式,这里只介绍的主要绕线方式,还有外绕产品也适用于内绕设备,在要求比较高、资金充足的的情况下,可以考虑,但内绕机相对较贵。广州外绕绕线机工作原理绕线机的使用方法和注意事项有哪些?

调节螺母2通常标有0到5档的刻度,用于控制线材的弯曲角度。角度调整范围约为0到30°,读数越大,弯曲角度越小;读数越小,弯曲角度越大。1234过线嘴与进线孔对齐。在一般绕线情况下,过线嘴和进过线孔的线应保持齐平,以确保张力均匀。重复测试。在调整过程中,应重复测试张力值,并根据试绕结果或张力值适当调整张力器。5锁定调整。调整完成后,用手拧紧锁定螺钉以锁定张力器。此外,绕线机张力器还可以通过电脑程序自动调节张力,这种方式适用于大规模制造生产线,能有效提高绕线的稳定性和准确性。
无刷电机有2个关键的零部件,就是定子转子,说到定子,就要说到线圈,线圈绕线是比较重要的工序,如果没有绕好,断线、伤线等都会影响无刷电机的性能和质量,所以在电机生产时就一定要把控好绕线质量。以前常用手工或者半自动设备去绕线,效率相对比较低下,如果匝数多了,工人还老是容易记错,虽然一圈不会影响太大,但设计好的圈数,那肯定是更合理的。随着科技发展,现在大部分厂家都采用更为先进的自动化设备:全自动绕线机,可以实现自动绕线、自动排线、自动转位、自动夹剪,但因为各个厂家的不同,质量也是参差不齐,选择的时候还是要把控好的。三工位绕线机大概多少钱一台?
如何调整绕线机的速度:
一、手动调整速度1.首先,找到绕线机上的速度调节旋钮。一般在主控板上有明显标识。2.手动旋转旋钮,逐渐调整绕线机速度,注意观察绕线机反应情况,调整到符合要求的速度。3.调整过程中,需要注意不要突然调整速度,避免影响绕线机的正常工作,同时还需要注意手部和身体的安全,避免受伤。
二、电子调速1.先按绕线机的电源开关将电源打开,等待主界面稳定。2.找到“速度调节”按钮,点击进入调速界面。3.在调速界面中,根据要求设定绕线机的速度,点击确认即可。4.电子调速带有记忆功能,可以将常用的调速数值保存在系统中,方便快速调整。5.使用电子调速时需要保持绕线机的稳定性,确保调速精度。
三、遥控器调速一些级别比较高的绕线机配有遥控器,可以通过遥控器调整速度。具体操作步骤如下:1.按下遥控器上的“开/关”键,启动绕线机。2.按下遥控器上的“速度+”或“速度-”键,调整绕线机的速度。3.停止调整时,按下遥控器上的“停止”键,绕线机停止运转。需要注意的是,使用遥控器时需要保持在绕线机工作区域内,以便及时调节速度,避免发生意外。绕线机的速度调整需要根据实际需求进行调整。 生产出售无刷定子绕线机的厂家?肇庆外绕绕线机
绕线机哪家性价比更高?衢州三工位绕线机设备厂家
包括过线部件1、绕线部件2、张力器部件3、定位部件4、线轮7、定子定位套14和气动剪刀15,绕线部件2的一侧固定连接有过线部件1,便于利用过线部件1将其线体导入到绕线部件2上,从而来为无刷定子本体13绕线,过线部件1上部固定连接有定位部件4,定位部件4上安装有线轮7,线轮7与定位部件4转动连接,利用定位部件4上的线轮7来实现外界线体引入时的输线以及定位输送的作用,定位部件4上固定连接有一气缸8,一气缸8运行带动线轮7移动调试其位置,从而便于对线轮7进行位置调试,绕线部件2背离过线部件1的一侧固定连接有张力器部件3,张力器部件3用来调节引入线体的拉线张力,避免线体损坏,张力器部件3的上部固定连接有定子定位套14,定子定位套14的上部安置有无刷定子本体13,利用定子定位套14来固定无刷定子本体13,从而便于对其无刷定子本体13进行绕线处理,张力器部件3的上部固定连接有第四气缸16,第四气缸16的上部固定连接有气动剪刀15,便于利用第四气缸16来带动气动剪刀15来运行将其卷绕好线体的剪断,从而方便取下绕线好的无刷定子本体13,来进行下个绕线工作。进一步,绕线部件2的左侧固定连接有一电机5和第二电机6。衢州三工位绕线机设备厂家
上一篇: 韶关外绕绕线机设备厂家
下一篇: 汕尾自动绕线机视频