浙江多工位绕线机设备厂家
在绕线进程中,有必要确保线圈数量的准确性。线圈数量对这些产品的重要影响是不允许半圈差错。全自动绕线机主要由主轴体系、接线体系、数控操控体系、机械结构、配件等组成。全自动绕线机的线圈数操控回路由簧片传感器、整形电路、计数器、输入设置、重合电路和操控器等部分组成。为了操控循环的数量,咱们有必要这样做:绕线圈的数量由全自动绕线机主轴的数量反映。线圈数由干簧传感器转换成脉冲信号,再由整形电路转换成方波,微分后触发计数器。当由单极两个开关输入和计数器的计数给定信号是一致的,也就是说,如果事前给定需求绕组,并配合绕组匝数,符合电路,打开门,将信号发送到操控器,使绕组电机立即停止,以确保圈操控的准确性。 全自动电机绕线机绕线速度快慢因素有什么决定?浙江多工位绕线机设备厂家
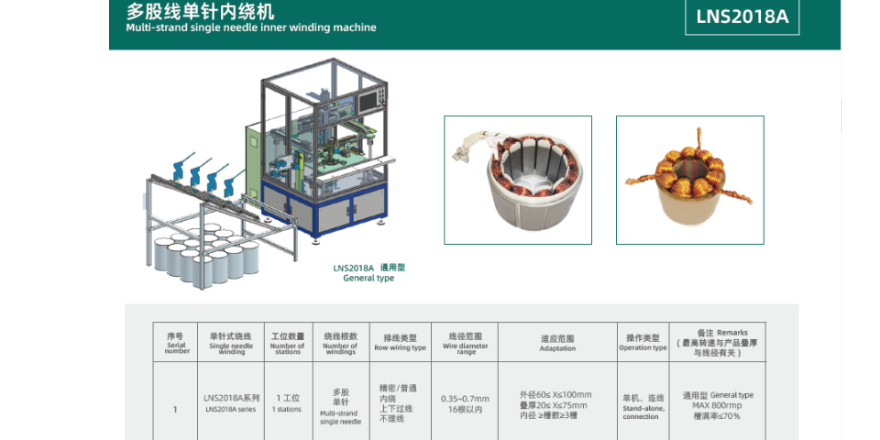
绕线机
包括过线部件1、绕线部件2、张力器部件3、定位部件4、线轮7、定子定位套14和气动剪刀15,绕线部件2的一侧固定连接有过线部件1,便于利用过线部件1将其线体导入到绕线部件2上,从而来为无刷定子本体13绕线,过线部件1上部固定连接有定位部件4,定位部件4上安装有线轮7,线轮7与定位部件4转动连接,利用定位部件4上的线轮7来实现外界线体引入时的输线以及定位输送的作用,定位部件4上固定连接有一气缸8,一气缸8运行带动线轮7移动调试其位置,从而便于对线轮7进行位置调试,绕线部件2背离过线部件1的一侧固定连接有张力器部件3,张力器部件3用来调节引入线体的拉线张力,避免线体损坏,张力器部件3的上部固定连接有定子定位套14,定子定位套14的上部安置有无刷定子本体13,利用定子定位套14来固定无刷定子本体13,从而便于对其无刷定子本体13进行绕线处理,张力器部件3的上部固定连接有第四气缸16,第四气缸16的上部固定连接有气动剪刀15,便于利用第四气缸16来带动气动剪刀15来运行将其卷绕好线体的剪断,从而方便取下绕线好的无刷定子本体13,来进行下个绕线工作。进一步,绕线部件2的左侧固定连接有一电机5和第二电机6。珠海三工位绕线机速率是多少无刷定子绕线机验机检测步骤。
所述转柱装置设置有下转柱机构和上转柱机构,所述下转柱机构包括有转动电机,所述上转柱机构包括有垂直滑杆,所述垂直滑杆垂直固定在移动台上,所述垂直滑杆上可滑动地设置有下压件,所述下压件上设置有缓冲器,所述转柱装置的后端设置有两个绕线装置,所述绕线装置包括有绕线叉头,所述绕线叉头间设置有绕线护头。进一步地,所述机座下端设置有减震支脚和滑轮。更进一步地,所述绕线装置后方设置有机架,所述机架上固定设置有显示器,所述显示器上设置有指示灯。更进一步地,所述机座前面设置有操作台,所述操作台上设置有操作键。更进一步地,所述机架内设置有出线装置。本实用新型的有益效果是:通过双滑杆机构、调位缸、平移件和角度调节件对抓线装置的位置进行调整,可以同时将4个需要绕线的转子放入到移动台的转柱装置,上转柱机构下降,转子处在下转柱机构和上转柱机构之间,移动台带动转柱装置平移到绕线位置,绕线叉头通过绕线电机带动转动,对转子进行绕线,绕线护头确保线准确绕到转子上,同时移动台带动转柱装置作缓慢平移,使线均匀地绕到转子上,一个位置绕完后,绕线叉头停止绕线,移动台带动转柱装置平移退出绕线位置。
我们常见的简易数控绕线机,功能要求比较简单,深圳市金岷江智能装备有限公司转子绕线机绕线工艺实现完全依靠操作人员的人工作为完成,所配置的控制系统一般都具有调速、圈数控制、正/反转切换等,控制**一般都是单片机电路。全自动绕线机自动加工能力的提升是所有使用者都知道的,各种**的传感器及高精度传动部件、伺服系统等精密部件不断的被应用到绕线机的控制中。使用领域***的CNC绕线机控制系统,它具有自动排线功能,在各种类型线圈的绕线工艺中都可以见到它的身影,系统集成了我们绕线加工中所常用的功能,控制电路将设备的控制和信号输入都集成在一起,系统的应用也可以随机型的差异来配置。那么质量转子绕线机在标准化的道路上我们还要具备以下三个基本条件:1、了解行业所涉及的基础知识及行业发展方向。2、对现有成熟的理解和改进,掌握新技术的动向。3、行业应综合能力,将行业技术难点汇总,各取所长。转子绕线机厂家的绕线机模块化的基本原理是将绕线机主体、控制系统和外部配置部件,全部按功能和结构分解为一些基本单元模块,然后按客户的需求进行组合配置后售出,以满足不同的市场需求。工业设备的模块化设计,其思想和实践已有多年的历史。在日常生活中。绕线机的维修方法有哪些?

无刷电机有2个关键的零部件,就是定子转子,说到定子,就要说到线圈,线圈绕线是比较重要的工序,如果没有绕好,断线、伤线等都会影响无刷电机的性能和质量,所以在电机生产时就一定要把控好绕线质量。以前常用手工或者半自动设备去绕线,效率相对比较低下,如果匝数多了,工人还老是容易记错,虽然一圈不会影响太大,但设计好的圈数,那肯定是更合理的。随着科技发展,现在大部分厂家都采用更为先进的自动化设备:全自动绕线机,可以实现自动绕线、自动排线、自动转位、自动夹剪,但因为各个厂家的不同,质量也是参差不齐,选择的时候还是要把控好的。怎么解决全自动绕线机产品不良?韶关双工位绕线机
绕线机的产品类别有哪些?浙江多工位绕线机设备厂家
调节螺母2通常标有0到5档的刻度,用于控制线材的弯曲角度。角度调整范围约为0到30°,读数越大,弯曲角度越小;读数越小,弯曲角度越大。1234过线嘴与进线孔对齐。在一般绕线情况下,过线嘴和进过线孔的线应保持齐平,以确保张力均匀。重复测试。在调整过程中,应重复测试张力值,并根据试绕结果或张力值适当调整张力器。5锁定调整。调整完成后,用手拧紧锁定螺钉以锁定张力器。此外,绕线机张力器还可以通过电脑程序自动调节张力,这种方式适用于大规模制造生产线,能有效提高绕线的稳定性和准确性。浙江多工位绕线机设备厂家
上一篇: 汕头内绕绕线机
下一篇: 浙江双工位绕线机推荐