黑龙江焊接锥形封头
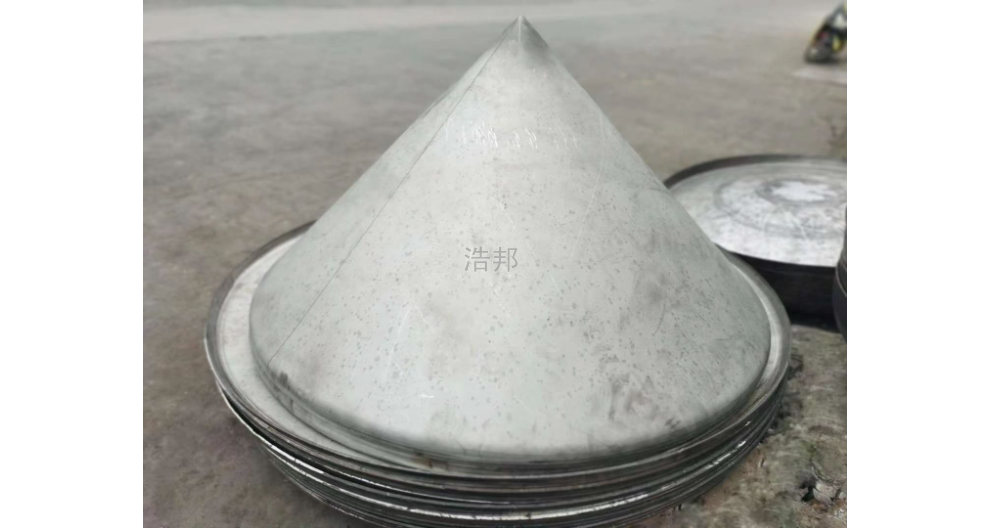
锥形封头有2种款式、锥形封头分无折边和折边锥形封头。无论无折边还是折边锥形封头,依卷制或压制的温度不同,均可分为冷成形、温成形及热成形;依规格大小、装备能力等,均可分为整板成形、先拼板后成形及先分瓣成形后拼接三种。无折边锥形封头的成形无折边锥形封头的成形方法有两种,一是卷板机卷制成形,另一是油压机(或水压机)压制成形。采用卷制还是压制成形,依锥形封头规格(如大小端直径、厚度、半顶角等)、装备能力、制造经验及作业习惯等确定。卷制在外形尺寸、外观质量以及生产效率上要优于压制,但实际制造中由于卷板机工作参数无法满锥形封头分无折边和折边锥形封头。无论无折边还是折边锥形封头,依卷制或压制的温度不同,均可分为冷成形、温成形及热成形;依规格大小、装备能力等,均可分为整板成形、先拼板后成形及先分瓣成形后拼接三种。无折边锥形封头的成形方法有两种,一是卷板机卷制成形,另一是油压机(或水压机)压制成形。采用卷制还是压制成形,依锥形封头规格(如大小端直径、厚度、半顶角等)、装备能力、制造经验及作业习惯等确定。卷制在外形尺寸、外观质量以及生产效率上要优于压制。锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,期待您的光临!黑龙江焊接锥形封头

折边锥形封头有3种形式,一是两端(即大端与小端)折边,二是大端折边而小端不折边,三是大端不折边而小端折边。折边锥形封头翻边主要有以下4种方法,一是整体冲压翻边,坯锥制造完成后,冲压折边端;二是分瓣冲压翻边,瓣片下料后,冲压折边端(或段),再组焊;三是滚压翻边,坯锥制造完成后,设备滚压折边端;四是旋压翻边,坯锥制造完成后,旋压大端,如果小端需翻边,则再冲压或滚压小端。此外,还有靠模敲打翻边。1整体冲压翻边整体冲压翻边在油压机(或水压机)上进行。折边锥形封头大端冲压翻边如图。将待翻边的坯锥置于压机上模与下模之间,上模及下模的形状与锥形封头折边的形状相同;下模为一般的封头冲压模,直径略大于折边锥形封头的大端外径。启动油压机后,随着上模的下行,坯锥逐渐变形完成翻边。重庆大口径锥形封头生产厂家温州浩邦金属制品有限公司为您提供锥形封头设备,有想法的可以来电咨询!
锥形封头锥体的主体部分在内压作用下,比较大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。对大端,轴向弯曲应力为主要控制因素,且属二次应力,所以应力强度控制在内;对小端,由于小端与圆筒连接处的应力状况主要为平均周向拉应力和平均径向压应力,属局部薄膜应力,所以应力强度可以控制在内,但由于此处局部薄膜应力有可能超越边缘效应的分布范围,为安全起见,取应力强度控制在以内。对大端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,加强段长度应不小于,圆筒加强段长度应不小于。对小端,任何情况下加强段的厚度不得小于相连接的锥壳厚度,锥壳加强段长度应不小于,圆筒加强段长度应不小于。
在选用锥形封头的时候有什么要求:一、看封头整体均匀度锥形封头应用于各类压力容器油脂机械管道中,一般而言,封头厚度有固定数值,但均匀程度影响承压能力,薄厚均匀的封头承压能力更好。为达到这一点,浩邦封头在原料选择上严格把关,采用厚度、平整度符合标准的材料。在生产方面,浩邦有着十几年的封头生产经验,各类封头生产经验丰富,技艺娴熟,质量把控严格,大部分封头产品可一次成型,均匀度良好。2二、看锥形封头表面光滑度很多人会认为,封头只要质量好就行,美观没有太大的意义。但其实,美观也是质量好的一种表现。如果锥形封头表面不光滑平整,或存在细小裂纹,在后续使用过程中,裂纹很可能在压力下不断增大,造成安全隐患,影响使用寿命。体积小的封头采用整块钢板就可以解决这一问题,但如果锥形封头体积较大,很难有直接满足尺寸需求的材料,这时候会涉及到板材拼接,需要企业对拼接口有更高的处理能力,保障后续使用过程无裂纹产生。3三、看封头接口处精细度通常情况下,封头与使用主体通过焊接的方式相连接,为了方便后续焊接,封头制造时,接口处会留出一定的弧度,接口处数值越细仔,后续操作越方便。在接口控制上,国际标准是误差小于6微米即可。温州浩邦金属制品有限公司是一家专业提供 抛光锥形封头设备的公司,欢迎新老客户来电!

制造封头的注意事项:无论从事哪一项工作,首先要注意的就是安全,其实就是在产品生产当中的关于相关的产品一些注意事项,温州浩邦封头厂在封头行业已立足十余年,也将封头制造的相关注意事项告诉大家:1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合国家压力容器安全监察机构有关法规要求的质量体系,以保证封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头,不得采用硬印作为材料的确认标记和焊工标志。锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,有想法的不要错过哦!上海管子锥形封头厂家直销
对焊锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选,欢迎您的来电!黑龙江焊接锥形封头
封头的直边标准高度有要求吗?所谓家有家规,行有行规,封头也有它的标准规定,不是我们想怎么做就怎么做(除非标尺寸外)关于封头的直边部分可能会少量存在纵向皱折。封头切边后,用直尺测量半球形、椭圆形、碟形、平底形与锥形封头的直边高度,当封头公称直径200>DN≤2000mm时,直边高度h为25mm;当封头公称直径DN>2000mm时,直边段高度h为40mm,直边高度公差为(-5%~-10%)h。但是也有一部分的设备在设计封头直边段部分时是需要加高或减小的,这样的情况,一定要在定货前及时沟通。黑龙江焊接锥形封头
上一篇: 西藏小口径锥形封头重量
下一篇: 罐体锥形封头规格型号