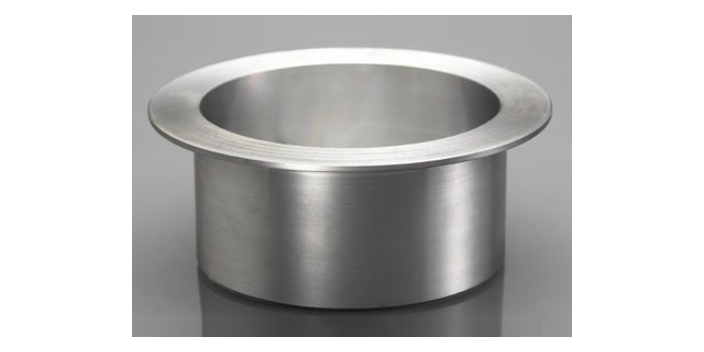
上海长型翻边大概价格
目的就是:1.方便安装比如设备还没到但是管道提前安装布置好那就用到了这个翻边短接的法兰到时候设备到了之后随便怎么对法兰总是没问题因为法兰是活动的焊接的时候与管道焊接的是短接法兰在短接和管道之间可以活动2.转换管道材质用比如我们可以把不锈钢管道转换为碳钢管道那么就是短接为不锈钢与不锈钢管道焊接然后法兰为碳钢与对面的碳钢管道和法兰对敲连接这样的目的是节省成本评分3查看全部评分深入讨论财富+3"class="mtnmbn">s热心助人财富+1"class="mtnmbn">牛人呀!财富+10"class="mtnmbn">bluedr提示:当前内容由会员boyirensheng发布,只表示其个人观不表示本站立场,,网友版主评分或点评,不表示本站认可其内容,不表示本站立场,本站只提供存储空间,如此内容存在争议或侵犯您的权益。温州伟诚管件有限公司为您提供 长型翻边设备,有需求可以来电咨询!上海长型翻边大概价格
钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。用钻孔后去毛刺的方法,也能获得较低的极限翻边系数,但生产效率要低一些。翻边预制孔的相对直径编辑预制孔的相对直径/越小,极限翻边系数越小,有利于翻边。这是因为同样的预制孔径,材料的厚度越大,厚度方向压应的允许一定值增大,根据体积不变定律,所以翻边时变形区边缘将要开裂时的极限切向应变值增大,由可知,极限翻边系数就越小。翻边凸模的形状编辑球形凸模的极限翻边系数比平底凸模的小。此外,抛物面、锥形面和较大圆角半径的凸模也比平底凸模的极限翻边系数小。因为在翻边变形时,球形或锥形凸模是凸模前端较早与预制孔口接触,在凹模口区产生的弯曲变形比平底凸模的小,更容易使孔口部产生塑变形。所以相同翻边孔径D和材料厚度t时,可以翻边的预制孔径更小,因而极限翻边系数就越小。陕西长型翻边使用方法长型翻边设备,就选温州伟诚管件有限公司。
用旋压的方法成形是没有问题,但是效率低,也不可取;采用旋压和拉延相结合成形法,拉延成形抛物面形,顶部折叠采用旋压成形,是一个比较合适的方案,所以,采用第三种方案。确定小孔翻边是否需要冲预制孔不锈钢翻边管件料厚为,由于要用自攻螺纹连接,为增加连接螺纹扣数才需要翻边的。是否要制预制孔,也没有统一的标准,根据有的企业的内部标准厚度为,自改螺纹可以不翻边。该件料厚为,十分接近,且螺纹直径为M3,不锈钢翻边管后肯定会远大于。因此,对于翻边高度不作要求。M3螺纹底孔直径为,属小孔翻边,不要冲预制孔。孔的加工方法预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示,钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。用钻孔后去毛刺的方法,也能获得较低的极限翻边系数,但生产效率要低一些。
产生裂纹的可能性不太大,且根据已有的经验,除竖边高度不一致外,可能会有裂纹痕迹,但并不影响伸用.因此决定不冲预制孔。圆孔不锈钢翻边管属于伸长类翻边,不锈钢翻边管时毛坯变形区切向方向受有拉应力作用,产生切向拉应变,在孔边部和有**大值,为单向应力状态,根据屈服准则可以判定孔边部是**先发生塑性变形的部位,厚度变薄**严重,因而也**容易产生裂纹。不锈钢翻边管时变形区受有径向拉应力作用,产生的径向应变值相对较小。对于非圆孔的内孔翻边,变形区沿翻边线其应力与应变分布是不均匀的。在翻边高度相同的情况下,曲率半径较小的部位,切向拉应力和切向伸长变形较大;而曲率半径较大的部位,切向拉应力和切向伸长变形较小。直线部位与弯曲变形相似,由于材料的连续性,曲线部分的变形将扩展到直线部位,使曲线部分的切向伸长变形得到一定程度的减轻。是专业的不锈钢翻边生产厂家,生产超级双相不锈钢、双相不锈钢、合金钢、不锈钢等各种材质的翻边。Relatedcontent:不锈钢三通的生产等径三通不锈钢管表面防腐的处理方法2种容易导致不锈钢管件锈蚀的原因不锈钢防腐蚀处理配方翻边生产厂家,不锈钢翻边。长型翻边设备,就选温州伟诚管件有限公司,用户的信赖之选,欢迎新老客户来电!

改善材料的塑性流动性以免破裂或起皱。代替先拉后切的方法制取无**件,可减少加工次数,节省材料。[1]翻边翻边工艺编辑通常,翻边工序是冲压件的轮廓形状或立体形状成形的**终一道加工工序。翻边部分主要用于冲压件之间相互连接(焊接、铆接、粘结等),有的翻边是产品流线或美观方面的要求。翻边冲压方向不一定与压力机滑块运动方向一致,所以翻边工序首先要考虑翻边毛坯的模内位置定位。正确的翻边方向,应对翻边变形提供尽可能的有利条件,使凸模或凹模的运动方向与翻边轮廓表面垂直,以减少侧向压力,使翻边件在翻边模中的位置稳定。按翻边方向不同可分为垂直翻边、水平翻边和倾斜翻边,其中垂直翻边,修边件开口向上,成形稳定、定位方便,还可以采用气压垫压料,在条件允许的情况下应尽量采用。另外,按翻边面的多少可分为单面翻边、多面翻边、封闭曲线翻边。按翻边工序的毛坯变形性质可分为伸长类屏幕曲线翻边、伸长类曲面翻边、压缩类平面曲线翻边和压缩类曲面翻边。[2]翻边孔的加工方法编辑翻边预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示。长型翻边设备,就选温州伟诚管件有限公司,有需要可以联系我司哦!陕西长型翻边使用方法
长型翻边设备,就选温州伟诚管件有限公司,有需求可以来电咨询!上海长型翻边大概价格
温州伟诚管件有限公司,拥有完整、科学的质量管理体系。我们是生产不锈钢冲压件,紧固件,连接件,拉深件,非标件,标准件,管道件,触网配件,不锈钢管,石化制品以及各种螺栓的专业厂家。产品采用正规厂家质量材料制作,从源头上保证了材质的稳定性,整个生产过程采用流水型作业。从模具研发,到机械成型,热处理加工,表面处理,包装,每道工序严格把关,层层测试。模具研发,为客户独自量身制作。热处理定时定批检测,在保证质量的同时.多方面挖掘潜力,压缩成本,降低单价,竭尽全力为客户降低成本。几年来的生产经验和良好的经营理念,赢得众多客户得信赖的良好的赞誉。产品销往全国各地并出口日本欧美及东南亚等国家和地区。本厂将继续发扬:团结、拼搏、开拓、创新的精神,以质量的产品,优惠价格成为您**值得合作,**值得信赖的合作伙伴,与您共创辉煌。东台市金进源不锈钢制品厂的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。上海长型翻边大概价格
上一篇: 宁波长型翻边销售公司
下一篇: 温州长型翻边大概多少钱