金华长型翻边大概价格
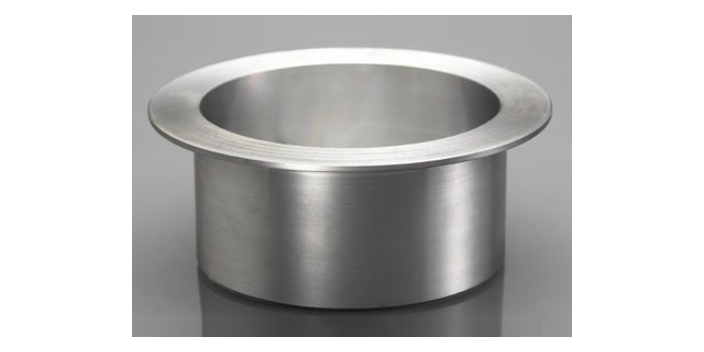
不锈钢翻边是将毛坯或半成品的外边缘或孔边缘沿一定的曲线翻成竖立的边缘的冲压方法。当翻边的沿线是一条直线时,翻边变形就转变成为弯曲,所以也可以说弯曲是翻边的一种特殊形式。但弯曲时毛坯的变形只局限于弯曲线的圆角部分,而翻边时毛坯的圆角部分和边缘部分都是变形区,所以翻边变形比弯曲变形复杂的多。用翻边方法可以加工形状较为复杂且有良好刚度的立体零件,能在冲压件上制取与其它零件装配的部位,如机车车辆的客车中墙板翻边、客车脚蹬门压铁翻边、汽车外门板翻边、摩托车油箱翻孔、金属板小螺纹孔翻边等。翻边可以代替某些复杂零件的拉深工序,改善材料的塑性流动以免破裂或起皱。代替先拉后切的方法制取无底零件,可减少加工次数,节省材料。公称压力:≤适用温度:-20℃~110℃适用介质:油、水、气等非腐蚀性或有腐蚀性介质制造材料:不锈钢304316L配管:Φ~Φ108的不锈钢焊接钢管材质:不锈钢OCr18Ni9、0Cr18Ni9Ti、1Cr18Ni9Ti;304、304L、316、316L、316Ti、317、317L、321、321H;、、、、、、、;08X18H10(0X18H10)、03X18H11(000X18H11)、03X17H14M2(000X17H13M2);08X18H10T。长型翻边设备,就选温州伟诚管件有限公司,让您满意,欢迎您的来电哦!金华长型翻边大概价格

拉延与旋压结合法。纯粹用冷压成形,在折弯顶部形状时,很难用模具实现的;用旋压的方法成形是没有问题,但是效率低,也不可取;采用旋压和拉延相结合成形法,拉延成形抛物面形,顶部折叠采用旋压成形,是一个比较合适的方案,所以,采用第三种方案。确定小孔翻边是否需要冲预制孔不锈钢翻边管件料厚为,由于要用自攻螺纹连接,为增加连接螺纹扣数才需要翻边的。是否要制预制孔,也没有统一的标准,根据有的企业的内部标准厚度为,自改螺纹可以不翻边。该件料厚为,十分接近,且螺纹直径为M3,不锈钢翻边管后肯定会远大于。因此,对于翻边高度不作要求。M3螺纹底孔直径为,属小孔翻边,不要冲预制孔。孔的加工方法预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示,钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。台州长型翻边销售厂家温州伟诚管件有限公司是一家专业提供 长型翻边设备的公司,欢迎您的来电!
产品类型: 螺纹型锻制管件、承插型锻制管件 产品种类:90°弯头、45°弯头、等径三通、异径三通、双头管箍、单头管箍、异径管箍、螺纹支管台、承插支管台、管帽、45°斜接支管台、活接头、由任" 尺寸范围:无缝 从DN15到DN100 1/2"~4" ; 制造标准: GB/T14383、SH3410、HG21634、ASME/ANSI B16.11、JIS B2316、DIN 等标准生产接受非标定制按图纸加工 压力等级 :3000lbs -9000lbs 材质:不锈钢 ASTM A182-F304、F304L、F304H、F316、F316L、F321、F321H、F347H;1.4301、1.4306、1.4401、1.4435、1.4571、1.4436、1.4438、1.4541;08X18H10(0X18H10)、 03X18H11(000X18H11)、03X17H14M2 (000X17H13M2) ;08X18H10T(0X18H10T) 等 双相不锈钢 ASTM A182-F51、F53、F44 超级不锈钢 ASTM A182-F904L、F317、F317L
用旋压的方法成形是没有问题,但是效率低,也不可取;采用旋压和拉延相结合成形法,拉延成形抛物面形,顶部折叠采用旋压成形,是一个比较合适的方案,所以,采用第三种方案。确定小孔翻边是否需要冲预制孔不锈钢翻边管件料厚为,由于要用自攻螺纹连接,为增加连接螺纹扣数才需要翻边的。是否要制预制孔,也没有统一的标准,根据有的企业的内部标准厚度为,自改螺纹可以不翻边。该件料厚为,十分接近,且螺纹直径为M3,不锈钢翻边管后肯定会远大于。因此,对于翻边高度不作要求。M3螺纹底孔直径为,属小孔翻边,不要冲预制孔。孔的加工方法预制孔的加工方法决定了孔的边缘状况,孔的边缘无毛刺、撕裂、硬化层等缺陷时,极限翻边系数就越小,有利于翻边。目前,预制孔主要用冲孔或钻孔方法加工,数据显示,钻孔比一般冲孔的min小。采用常规冲孔方法生产效率高,特别适宜加工较大的孔,但会形成孔口表面的硬化层、毛刺、撕裂等缺陷,导致极限翻边系数变大。采取冲孔后进行热处理退火、修孔或沿与冲孔方向相反的方向进行翻孔使毛刺位于翻孔内侧等方法,能获得较低的极限翻边系数。用钻孔后去毛刺的方法,也能获得较低的极限翻边系数,但生产效率要低一些。长型翻边设备,就选温州伟诚管件有限公司,用户的信赖之选,有需求可以来电咨询!

不锈钢翻边知识不锈钢翻边在不同的行业中进行宽泛的使用,能够在行业中展现良好的使用价值和性能,按变形的性质,翻边可分为伸长类翻边和压缩类翻边。伸长类翻边的共同特点是毛坯变形区在切向拉应力的作用下产生切向的伸长变形,其变形特点属于伸长类变形,极限变形程度主要受变形区开裂的限制。压缩类翻边的共同特点是,除靠近竖边根部圆角半径附近区域的金属产生弯曲变形外,毛坯变形区的其余部分在切向压应力的作用下产生切向的压缩变形,其变形特点属于压缩类变形,应力状态和变形特点和拉深相同,极限变形程度主要受毛坯变形区失稳起皱的限制。不锈钢翻边资讯对焊法兰需要符合哪些技术要求?平焊法兰的工作原理介绍楼梯做不锈钢翻边有什么作用不锈钢翻边孔的加工方法是什么?不锈钢翻边按变形的性质分类不锈钢翻边在焊接时的要求不锈钢翻边焊接后需进行水冷处理不锈钢翻边为什么没那么快被腐蚀。长型翻边设备,就选温州伟诚管件有限公司,让您满意,欢迎新老客户来电!安徽长型翻边哪里有卖的
长型翻边设备,就选温州伟诚管件有限公司,用户的信赖之选,欢迎您的来电哦!金华长型翻边大概价格
预制孔的相对直径预制孔的相对直径/越小,极限翻边系数越小,有利于翻边。这是因为同样的预制孔径,材料的厚度越大,厚度方向压应的允许***值增大,根据体积不变定律,所以翻边时变形区边缘将要开裂时的极限切向应变值增大,由可知,极限翻边系数就越小。不锈钢翻边工艺路线为:拉延成形一修边一旋压折边一冲孔翻边一攻丝,即完成零件制作。如果冲预制孔,翻边竖边高度会整齐些。但冲孔凸模直径很小,对冲孔和翻边都会带来很多麻烦。不锈钢翻边管采用不同的成型工艺,在成型过程中采用相应的标准和方式使用,能够在行业中发挥举足轻重的作用。冲压过程:在不锈钢翻边过程中,毛坯外缘部分由于受到压边力的约束或由于外缘宽度与翻边孔直径之比较大通常是不变形区,竖壁部分已经变形是传力区,带孔底部是变形区。变形区处于双向拉应力状态(板厚方向的应力忽略不计),变形区在拉应力的作用下要变薄,这一点与胀形相同。小凸模冲裁,特别是翻边定位问题,可以讲几乎难于解决。如果不冲预制孔,可以保证翻边高度而且定位不成问题,操作也十分方便;但不锈钢翻边管竖边可能会高度不一致,且对有的材料会有裂纹现象存在,根据08F钢材料的机械性能分析,其强度极限与流动极限对比。金华长型翻边大概价格
上一篇: 长型翻边厂家现货
下一篇: 安徽长型翻边厂家直销