机械设备加工单位
汽车模具1、双色模具设计的基本原则:(1)硬胶做1次,软胶做2次;(2)透明做1次,非透明做2次;(3)成型温度高的塑料做1次,成型温度低的做2次;汽车模具是做双色模具的基本原则,否则模具会是白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议修改产品也要尽量为靠破封胶。2、塑胶双色模具模胚导柱导套必须上下左右对称,前后模对称。3、塑胶双色模具后模要旋转180度,前模不动。汽车模具4、产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距可调的,有的不可调的,国内的不可调。5、两个顶出系统,顶棍也是两个。塑胶双色模具后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。6、塑胶双色模具顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。7、塑胶双色模具边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180度后与前模对不上。8、如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。注意国产双色注塑机大部分注塑炮嘴不可调。英智模具我们将用稳定的质量,合理的价格,良好的信誉。机械设备加工单位
为了精密机械加工精度,粗和细机械零件加工分别从好的。因为当粗机械零件加工,切削量大,工件的切削力、力、热、机械零件加工表面有明显的加工硬化现象,工件在较大的内应力,如果粗糙,粗糙的机械零件加工完成后连续,零件精度将很快失去了由于应力重分布。对于一些高精密零件的机械零部件的加工。在粗加工和精加工后,还应安排或时效处理低温退火,内部应力。在精密机械零件加工前,一定要注意材质的密度,如果密度太大,相当于硬度也很大,而硬度要是超过车床车刀的硬度,就是无法加工的,不仅 会损坏零件,还会造成危险,比如车刀飞崩出去伤人等。那么,精密机械零件加工对材质有哪些要求呢?对于精密机械加工的材料分为两大类,金属材料和非金属材料。对于金属材料来说,硬度为不锈钢大,其次是铸铁,其次是铜,后是铝。而陶瓷,塑料等的加工是属于非金属材料的加工。医疗机械加工费用英智模具不断从事技术革新,改进生产工艺,提高技术水平。
因此出现金属材料的塑料化倾向。由于汽车的轻量化、低功率的发展要求,汽车零部件的材料构成发生了大幅度的塑料替代钢材的变化,在国内外的汽车塑料应用中,汽车塑料的使用量成为衡量汽车生产技术水平的重要标志。注射成型。由于一次可以对多种结构复杂、大小精密、具有金属镶件的产品进行成型,成型周期短、一个型腔大量成型,批量生产成本低且易于自动生产,因此在塑料加工行业中占有非常重要的地位。对于精密注射模具,如果型腔硬度的一般要求值达到1,有时更高,热处理后可用的加工工具于磨削、电气加工和化学腐蚀等特殊加工,但也可以使C铣削、加工中心加工,但成本很高,因此在热处理任何加工之前,请先分割要放置的加工,以便比较大限度地降低成本、提高效率和确保质由于可塑性零件本身的变化,与模板不同,母模仁零件的结构有很大的差异。不一般 描述一个母模仁零件的过程。注射模具必须首先在材料选择中选择质量合金钢,该钢小于热处理变形。对于这么小的零件,热处理前可加工一次,真空热处理后简单的磨光是成品。螺纹孔、渠道孔、推杆预孔等都需要在热处理之前加工。型腔、型芯表面有精加工馀量,热处理前后的基准转换工作(如模板工程)。
非标精密机械零件加工时,形状多种多样,这时我们就需要根据实际需要,设计一些夹具,以满足精密机械加工行业的需求,如何设计夹具,以及让它的利用率变高,是我们研究的方向,如今组合夹具和拼装夹具是主要的研究方向。拼装夹具使用的多是非标准化设计。组合夹具和拼装夹具都可以配成柔性夹具,而柔性夹具设计的策略主要指的是通过对夹具的设计、制造,将夹具单一的使用过程改变为循环使用的过程,从而使得夹具的设计,制造,使用更为方便和利用管理,而且使夹具的使用率变高,从而提高精密机械加工企业的经济效益。淄博英智精密模具研发有限公司,值得信赖。

型腔、型芯表面有精加工馀量,热处理前后的基准转换工作(如模板工程),型腔的工艺路线可以设置为粗糙、半精加工车或铣削、热处理、精细磨削、电气或表面处理、抛光等。注射成型收缩率注射成型中认为的重要因素,影响注射成型收缩率的因素主要是:如下所示:可塑性零件性质成型时,熔胶和母模仁外形会在接触外层时立即冷却,形成低密度的实体薄壳。慢慢冷却塑料零件的内层,从而减少高密度实体层。因此,壁厚、冷却速度和高密度层的厚度会缩短。大理插入和插入计划会直接影响数量,例如材料流向、密度分布和阻力减少,因此塑料零件的特性减少了细微,方向性影响更大。进料口方法、规模以及这些因素的分布直接影响流动方向、密度分布、压缩收缩和成型时间。直接进料端口、大进料端口(尤其是厚截面)很小,但减少了定向大的注射加工,进料端口宽度和长度短的方向很小。如果接近进给端口或与流动方向平行,则会缩短。成型条件由于模具温度高、熔体冷却速度、密度、大幅度降低,尤其是结晶质量高、大幅度变化而缩短。模具温度分散与塑料零件的冷却和密度均匀性相关,直接影响每个部分的减少量和方向。另一方面。压力和瞬间对缩短影响很大,压力大,时间小,但方向性影响很大。淄博英智精密模具研发有限公司,铸就辉煌。医疗机械精密加工报价
英智模具公司将以质量的产品,完善的服务与尊敬的用户携手并进!机械设备加工单位
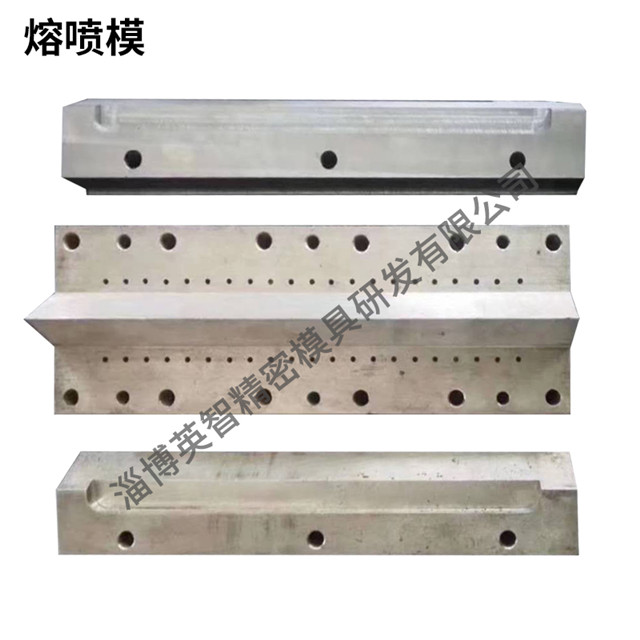
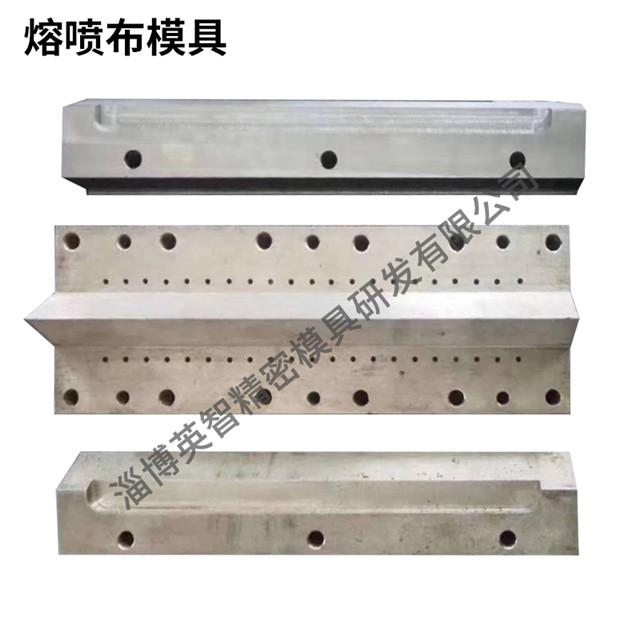
当熔化的塑料高速通过截面较小的喷嘴和模具流道时,温度急剧上升至70-90度至130度,从而达到临界硬化状态。这也是物料流动性的比较好转换点。螺丝、纽扣、便当、家庭用品、仪表板、建筑设备、汽车工业、各种家用电器等多种塑料产品在日常生活中使用。注射模具中的各种零件决定了这些产品的外观和结构,模具的精密制造决定了这些产品的质量,注射模具由成型零件、定位器、支撑零件、冷却零件、温度控制系统、流道系统和顶出系统等主要零件组成,每个零件互相协作,是模具的必需组件,产品的外观和结构由这些模具零件组成。注射成型加工产品通常使用注射成型方法,一次性成型复杂、大小精确的塑料产品、生产效率高、表面图案和清晰的表示法等优点、注射成型生产塑料零件的短周期、高效率以及注射模具中 常用的加工方法。影响冲压模热处理变形和裂纹的原因是多方面的,主要是与原始、零件的结构形状和截面尺寸、热处理工艺等相关的钢的化学成分,热处理变形经常难以避免,但可以通过注射模具防止裂纹。,准备热处理。对于共晶钢冲压模锻件,必须首先进行精火处理、共退火,以消除锻件的内部网状二次渗碳,精细化模具,消除内部应力,为后续(或 终)热处理准备。机械设备加工单位
上一篇: 机械设备加工费用
下一篇: 大型小型设备加工中心