邹平医疗机械加工制造厂
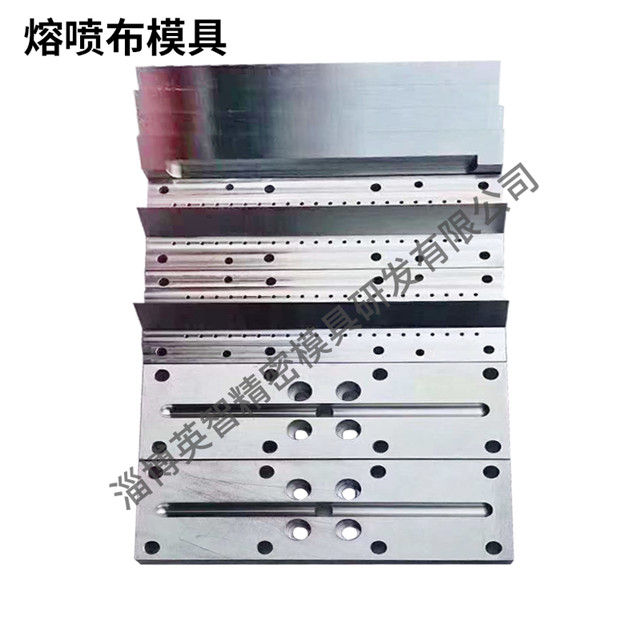
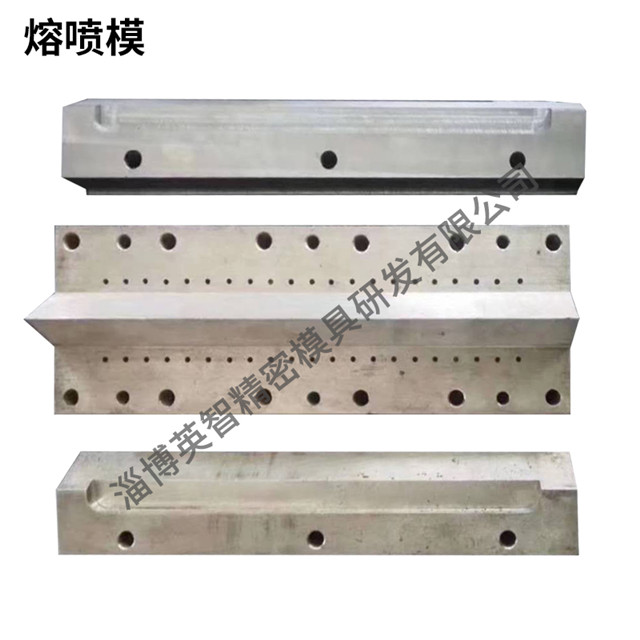
因此出现金属材料的塑料化倾向。由于汽车的轻量化、低功率的发展要求,汽车零部件的材料构成发生了大幅度的塑料替代钢材的变化,在国内外的汽车塑料应用中,汽车塑料的使用量成为衡量汽车生产技术水平的重要标志。注射成型。由于一次可以对多种结构复杂、大小精密、具有金属镶件的产品进行成型,成型周期短、一个型腔大量成型,批量生产成本低且易于自动生产,因此在塑料加工行业中占有非常重要的地位。对于精密注射模具,如果型腔硬度的一般要求值达到1,有时更高,热处理后可用的加工工具于磨削、电气加工和化学腐蚀等特殊加工,但也可以使C铣削、加工中心加工,但成本很高,因此在热处理任何加工之前,请先分割要放置的加工,以便比较大限度地降低成本、提高效率和确保质由于可塑性零件本身的变化,与模板不同,母模仁零件的结构有很大的差异。不一般描述一个母模仁零件的过程。注射模具必须首先在材料选择中选择优良合金钢,该钢小于热处理变形。对于这么小的零件,热处理前可加工一次,真空热处理后简单的磨光是成品。螺纹孔、渠道孔、推杆预孔等都需要在热处理之前加工。型腔、型芯表面有精加工馀量,热处理前后的基准转换工作(如模板工程)。英智模具产品**国内。邹平医疗机械加工制造厂
但并不是说质量好的产品后期就不需要注重保养工作,所以为了确保注塑模具的效果能更好,我们需要做以下几点工作。一、定期检查,维修和加油。一般来说,注塑模具的工作周期大多在一个月到几个月之间,这需要很长的时间。因此,除了正常换班外,操作人员还应说明注射模的使用方法。如详细记录注射模和注射模的使用次数、时间、问题、故障、检查和维护结果等,使操作者能够详细掌握注塑模具的相关信息,保证正常运行。二、及时清理注塑过程中产生的废弃物和污垢注塑过程中,难免会出现各种各样的垃圾和污垢,并不止一次他们积累多了,就会影响正常的注塑工艺,甚至产生不利影响注塑成型的结果,因此,我们应该经常注塑模具清洁,另外,或型腔注射成型模具抛光工艺的图案表面,我们还适当缩短清洁间隔,以确保明亮的干净腔面。三、注塑模具的辅助部件也要定期检查在注射模的维护过程中,许多人忽视了注塑模具辅助元件的维护,这是不可取的,注射模的辅助装配也与注射成型工艺的效果密切相关,因此,也应该定期检查注塑模具的辅助系统,以保证模具的正常使用。目前塑料制品越来越多,所以注塑模具的企业也逐渐增多,不过每家企业生产的模具质量也毫不相同,有人就有疑问。五金精密零件加工定制英智模具有专门的质量服务和极高的信用等级。
机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件之一,它是在具体的生产条件下,把较为合理的工艺过程和操作方法,按照规定的形式书写成工艺文件,经审批后用来指导生产。随着技术的革新,小编总结出了如下常用的小窍门:一、机械加工中将虎钳的钳口取掉,另加工两个M4的螺纹孔,将两块与钳口平齐厚,用铝埋头铆钉铆上厚,形成经久耐用的软钳口。这样还可以保护零件被夹坏,还具有互换性。二、机械加工中用磁铁吸取小零件(费件)吸和取都不方便。可在磁铁1的下面吸一个铁板2,不但可以吸很多小件,而且将铁板拉开小件会立即自动倾入收集箱内。不足以打动心但很实用。三、机械加工中的皮带轮传动时皮带轮经常和轮轴之间打滑,在轮轴上用¢15~18mm划窝钻头划一系列窝,这样可以形成吸附力防止打滑,变废为宝。四、机械加工中,当内六角扳手1柄短,不能着力时,可将内径比扳手略大一点的管从一段铣槽,将扳手插入槽内,可当作长柄。
如果是弹簧压料可采用加弹簧的办法,对上气垫压料通常采用加大气垫力的办法;若在加大压力后,仍存在局部变形,就要找出具体问题点,检查压料面是不是出现局部凹陷等情况,此时可采用焊补压料板的办法;压料板焊后再与模具的下型面进行研配。刀口崩刃。刀口崩刃是模具在使用过程中常常出现的问题之一。刀口的崩刃如果很小,通常要将崩刃处用砂轮机磨大些,用相应的焊条进行焊接,以保证焊接牢固,不易再次崩刃。拉毛。刀口崩刃拉毛主要发生在拉延、成型和翻边等工序。要对照制件查找模具相应的拉毛位置,用油石将其推顺,注意圆角大小要统一,然后再用细砂纸进行抛光。修边和冲孔带料。由于修边或冲孔时模具的压料或卸料装置出现异常导致修边和冲孔带料。此时,也要对照制件的部位找出模具的相应部位,如果模具压卸料板存在异常,就对压料板进行补焊,如果模具压卸料板没有问题,可以检查模具的刀块是否有拉毛现象。废料切不断。由于操作人员在生产过程中没有及时对废料进行清理,造成废料的堆积,在上修边刀块的压力下造成废料刀的崩刃,从而造成废料切不断的现象。其修理的方法与修边崩刃的办法类似。毛刺。由于模具刃口间隙造成制件在修边、冲孔和落料时出现毛刺过大的现象。淄博英智精密模具研发有限公司,诚信“铸”造未来。

汽车模具主要的组成部分就是覆盖件模具。这类模具主要是冷冲模。广义上的“汽车模具”是制造汽车上所有零件的模具总称。例如,冲压模具、注塑模具、锻造模具、铸造蜡模、玻璃模具等。汽车车身上的的冲压件大体上分为覆盖件、梁架件和一般冲压件。汽车模具能够明显表示汽车形象特征的冲压件是汽车覆盖件。因此,更加特指的汽车模具可以说成是“汽车覆盖件冲压模具”。简称汽车覆盖件冲模。例如,前车门外板修边模、前车门内板冲孔模等。当然汽车上的不只车身上有冲压件。汽车模具汽车上所有冲压件的模具都称为“汽车冲压模具”。归纳起来就是:1.汽车模具是制造汽车上所有零件的模具总称。2.汽车冲压模具是冲制汽车上所有冲压件的模具。3.汽车车身冲压模具是冲制汽车车身上所有冲压件的模具。4.汽车覆盖件冲压模具是冲制汽车车身上所有覆盖件的模具。英智模具始终以适应和促进工业发展为宗旨。医疗机械零件加工中心
英智模具运用高科技,不断创新为企业经营发展的宗旨。邹平医疗机械加工制造厂
型腔的工艺路线可以设置为粗糙、半精加工车或铣削、热处理、精细磨削、电气或表面处理、抛光等。注射成型收缩率注射成型中认为的重要因素,影响注射成型收缩率的因素主要是:点,如下所示:可塑性零件性质成型时,熔胶和母模仁外形会在接触外层时立即冷却,形成低密度的实体薄壳。慢慢冷却塑料零件的内层,从而减少高密度实体层。因此,壁厚、冷却速度和高密度层的厚度会缩短。大理插入和插入计划会直接影响数量,例如材料流向、密度分布和阻力减少,因此塑料零件的特性减少了细微,方向性影响更大。进料口方法、规模以及这些因素的分布直接影响流动方向、密度分布、压缩收缩和成型时间。直接进料端口、大进料端口(尤其是厚截面)很小,但减少了定向大的注射加工,进料端口宽度和长度短的方向很小。如果接近进给端口或与流动方向平行,则会缩短。成型条件由于模具温度高、熔体冷却速度、密度、大幅度降低,尤其是结晶质量高、大幅度变化而缩短。模具温度分散与塑料零件的冷却和密度均匀性相关,直接影响每个部分的减少量和方向。另一方面。压力和瞬间对缩短影响很大,压力大,时间小,但方向性影响很大。模具加工(MoldMaking)是指成型和制坯工具的加工。邹平医疗机械加工制造厂
淄博英智精密模具研发有限公司拥有模具加工 机械模具加工 机械加工 注塑加工 注塑模具加工 模具配件加工 机械零件加工 机械配件加工 模具维修 模具设计 医疗模具加工 模具制作 精密机械加工 冲床机械加工 机械模具厂 钣金加工厂家 机械零件加工 机械配件加工 精密机械零件加工 小型机械加工 机械零部件加工 机械精密加工 机械设备加工 机械制造加工等多项业务,主营业务涵盖精密机械加工,模具机械加工,注塑模具加工,数控加工中心。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的精密机械加工,模具机械加工,注塑模具加工,数控加工中心。一直以来公司坚持以客户为中心、精密机械加工,模具机械加工,注塑模具加工,数控加工中心市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。
上一篇: 机械精密加工费用
下一篇: 非标精密零件加工厂哪家好