主轴跑合机维修
加工中心具有存储刀具的刀库,刀具和刀夹组合好后按给定的位置存入刀库。加工过程中需要更换刀具时,根据程序指令,由机械手将已已不再受夹紧力的刀具连同刀夹从主轴中取出,放回刀库中给定的位置,然后再将所需要的刀具连同刀夹从刀库中取出并插入主轴中的弹簧夹头内。当机械手将新换的刀具连同刀夹插入主轴中的弹簧夹头2内后,刀夹1的尾部顶在定位螺钉5的端面上。这时发出夹紧信号,主轴后端液压缸左腔进入液压油,液压缸活塞23向右移动从位,在碟形弹资18和20弹簧力的作用下,刀夹1被弹簧夹头2夹紧和拉紧。松开刀夹1时,为使主轴轴承免受来自液压缸活塞的推力,采用了卸荷结构。即在液压缸支架I9与主轴箱14之间采用浮动连接方式,液压缸支架I9是用螺钉与连接座I5固定联接的,而连接座15则使用螺钉17通过连接弹簧16压紧在主轴箱14后端面上的。当液压缸右腔通液压油而活塞23左移时,液压缸的右端面也同时承受压力,此时整个液压缸支架19及连接座15压缩连接弹簧16向右移动,连接座15的右端面压紧主轴上的圆螺母13,这样在松开刀夹1时,液压作用力直接由连接座15及液压缸支架19承受,因此主轴不承受液压推力作用。加工中心通常使用霍尔元件进行方位检测。主轴跑合机维修
3)设备可实现正、反转跑合,操作方式分为手动和自动两种。试验台设置齿轮箱吊装/顶装固定装置,满足动车轮对跑合过程中对齿轮箱的固定。4)磨合参数设置灵活方便,操作人员可根据工艺变化对温升上限值、磨合时间、磨合转速等参数进行调整。5)设备高度要求在基础地面以下,周围设防护栏,设备要求配置-段钢轨与检修线相连,让轮对能直接移动到设备处固定。6)具备高速油洗和低速油洗功能,油洗结束具备制动功能,缩短轮对空转时间,制动力可调;设备预留带轴承轴箱清洗的接口。主轴跑合机维修主轴前端可安装有一支承座,支承座固定在主轴下部的工作台上。
主轴电机的预热主轴电机预热是保证电机轴系能有一个良好的工作精度,这是每天开机时都要做的工作!请记住:高速电机在预热得情况下开始工作才能保证良好的工作精度!下面以额定功率上限速度为10000rpm的主轴电机举例,列出常用主轴电机的具体的预热工作程序,请大家在实际中参照不同型号电机的不同转速参数值,从低速开始按照2000转为级差进数进行预热。预热电机时注意:装卡刀具之前一定要清洗压帽、卡头和转子,并将刀具装卡到位。
程序主轴电机的磨合实际是非常讲究的,下面是一套主轴电机磨合的基本程序:1)磨合之前清洗压帽、卡头和转子。2)磨合时可以不装压帽,如果装压帽一定要装卡刀具到位。3)低速延时缓慢启动。4)检查电机旋转方向,磨合时保证顺时针旋转。5)从主轴电机允许的低转速空载运行30分钟,如果是扎刀磨合时间要延续到一个小时。6)按照2000转为级差进数,每一档转速磨合10-15分钟。7)达到高速时运转20-30分钟。8)在确认每一档转速下主轴电机运行正常、平稳,没有刺耳的尖叫声、没有不规则的振动、温升正常、电机温度稳定的情况下才能进行下一档的磨合。参考点的漂移使刀架插入主轴的锥孔,锥面直接撞击定心锥孔,产生异常噪音。
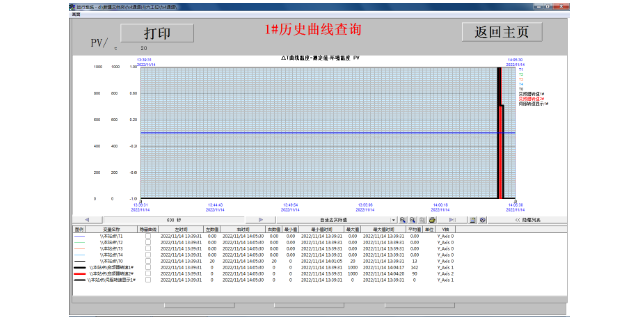
机床主轴跑合测控系统具有重要实际意义:1.解决了主轴跑合时人为操作精度差、效率低、资源浪费等问题。2.通过定量加载、在线监控、图表分析等方法,能够更加科学地反映机床传动系统的制造和装配质量,从而判断主轴的优劣。3.可通过一定时间的试验数据积累,归纳出产品质量存在的规律问题,可指导生产过程中的技术改造.产品更新。4.可彻底排除人为因素造成的事故隐患。3.可通过一定时间的试验数据积累,归纳出产品质量存在的规律问题,可指导生产过程中的技术改造.产品更新。4.可彻底排除人为因素造成的事故隐患。轴承磨损或损坏 不平衡 温度过高 振动过大 机油、润滑不足等。机床主轴跑合机互惠互利
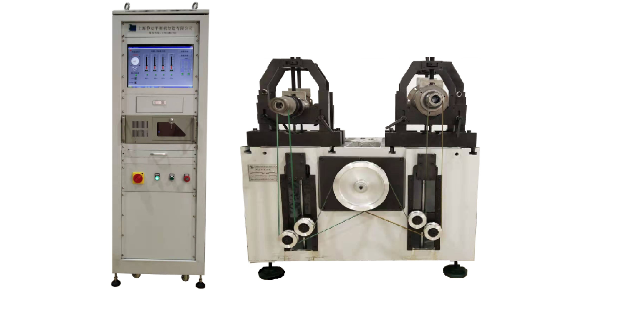
跑合机包括床身、电机、变速箱、主轴,其特征在于主轴安装在床身上的主轴箱上。主轴跑合机维修
主轴跑合台配置及技术参数1、XHPH08控制及测量系统IPC4041工业级电脑17寸LCD触摸屏显示器WindowsXP操作系统三菱FX3U-64MTPLCFX3U-4AD-PT温度模块2、XHPH08相关技术参数同时跑合主轴数:8只(可选2/4/6/)主轴跑合驱动电机:3KW伺服电机跑合台支承距离范围:50-650mm驱动电机最高转速:6000rpm可支承主轴直径范围:Φ50-Φ250mm温度检测传感器型号:PT100(温度分辨率0.1℃)可监测温度变化范围:0-150℃主轴驱动最高转速:24000(主轴驱动直径为Φ38)监测结果打印格式:PDF或纸质主轴跑合机维修