北京金相切割冷却润滑液制样耗材公司
制样耗材切割片的种类:切割片根据材质主要分为纤维树脂切割片和金刚石切割片。树脂切割片是以树脂为结合剂,以玻璃纤维网片为筋骨,结合多种材质,对合金钢﹑不锈钢等难切割材料。干式﹑湿式两种切割方式,使切割精度更稳定,同时,切割片的材质和硬度的选择,能提高您的切割效率,节省您的生产成本。金刚石切割片是一种切割工具,广泛应用于石材,混凝土,预制板,新老马路,陶瓷等硬脆材料的加工。切割片的规格型号:不同的切割片厂家所生产的切割片规格也各不相同,但是它们有一个共同的特点,就是有三个参数组成,这三个参数分别表示切割片的外径、厚度以及孔径,制样耗材冷镶嵌树脂,使试样免于受热和受压。北京金相切割冷却润滑液制样耗材公司

制样耗材,金相切割片在使用过程中常见的问题,在切割方法上一定要注意采取尽可能少的产生切削热的方法,比如:加入冷却液、提高切割速度等。选择金相砂轮片上就更有讲究了: 在切割工艺允许的条件下尽可能选择厚度薄的切割片 选择磨料颗粒较细的切割片 ,选择组织较松的切割片以利于散热,切割片的磨料要与切割工件合理配置 以上就如何选用树脂切割砂轮片以及切割过程中常见的问题,当然金相切割片的使用场合多种多样,在此不一一列举。北京金相切割冷却润滑液制样耗材公司制样耗材热镶嵌树脂,可溶解型透明,适用于样品需回收并对部位尺寸、层深等有要求的样品。

制样耗材热镶嵌树脂,镶样前准备工作:清洗样品(清洗样品有助于提高样品与镶嵌料的粘附性,使用酒精清洗,有条件的可以使用超声波清洗样品,清洗完成后记得将样品擦干);根据镶嵌筒尺寸调整样品的大小(大约距离筒壁3-5mm);调整样品高度(镶嵌样品高度大约为20mm);制样耗材,热镶嵌树脂镶嵌的过程:热镶嵌-不锈钢卡子进行热镶嵌时,可以使用金属固定夹子来支撑细小的样品;热镶嵌-镶嵌筒將干燥整洁的试样放置于热镶嵌机的镶嵌筒上,然后加入适量的树脂,镶嵌试样时,请维持180℃左右的温度和大约250bar的压力。
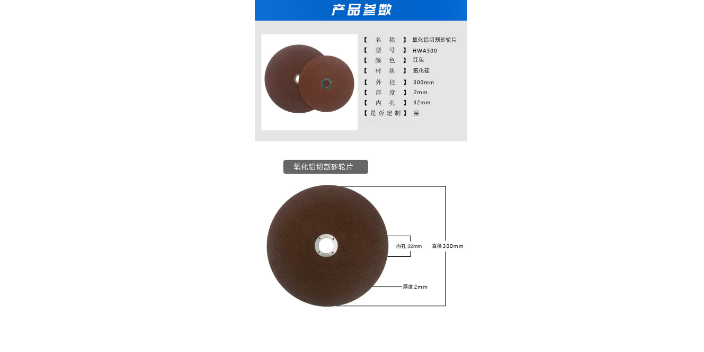
制样耗材,导电型热镶嵌树脂,将超细树脂微粉、填料以及高导电碳微粉充分混炼后制得。CONWARM镶嵌样具有电阻值低,导电性稳定的特点。在对镶嵌样进行后续扫描电镜(SEM)分析时,能免去导电胶带而直接对样品进行电子扫描成像。同时它也适用于浅层电解抛光的使用。电解抛光用树脂,树脂中含有高比表面的导电金属粉末,导电的同时也能溶于电解液。在电解抛光时,实现样品分析表面与镶嵌料表面同步抛光的效果。电解抛光用树脂,树脂中含有高比表面的导电金属粉末,导电的同时也能溶于电解液。可溶解型透明,适用于样品需回收并对部位尺寸、层深等有要求的样品。制样耗材金相切割片高硬克星,红色,适用于非铁基有色金属材料HV375-600。
制样耗材,冷镶嵌常碰到问题,使用环氧树脂冷镶嵌后依然发现试样内悬浮着很多的气泡,试样本身的孔、缝隙内无树脂。搅拌方式过于用力,引入了较多气泡;树脂储存环境温度较低,树脂粘度过大,气泡难以溢出。正确的搅拌方式;树脂在使用前可以稍微加热,降低粘度,同时推荐使用真空系统,排出树脂内气泡同时帮助树脂更好的填充孔、缝隙。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。环氧树脂冷镶嵌,使用硬塑料模具,待树脂固化后试样难以脱模。脱模困难说明树脂收缩率低,与模具粘结过于牢固。在浇注之前正确使用脱模剂;确认模具内壁粗糙度,越粗糙越难脱模。制样耗材冷镶嵌用模,快速模具,特定形状成型。北京金相切割冷却润滑液制样耗材公司
制样耗材样品夹,不锈钢制,通过两个紧密接触的圆夹住薄样品,适用于镶嵌时,将薄样垂直立起观察剖面。北京金相切割冷却润滑液制样耗材公司
制样耗材,金相切割选型,普通切割机切割片的选择 普通切割机通常是指固定式切台、功率<3KW、转速为2900转/分钟。普通切割机通常切割直径小于50mm的工件。由于切割功率较小为了减少径向摩擦阻力,这时我们通常选择厚度为3.2mm的切割片。这样的切割片较薄并且具有一定的弹性,切割时感觉更加锋利些。我公司产品为了减少侧向摩擦阻力将面接触变为点接触,并且在配方系统中加入润滑剂,这样可以降低切割时产生的摩擦热,提高切割片的耐用度和锋利度。北京金相切割冷却润滑液制样耗材公司
无锡欧驰检测技术有限公司致力于仪器仪表,是一家生产型的公司。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下切割机、镶嵌机、磨抛机,低倍腐蚀仪、晶间腐蚀仪,电解抛光腐蚀仪、金相耗材,金相显微镜、通风系统深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造仪器仪表良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。
上一篇: 无锡数显显微硬度计性价比高
下一篇: 宁波进口乳胶砂纸磨抛耗材厂家批发