BOM管理系统好不好
MES系统助力工厂实现数字化转型的重要步骤是什么?动态化生产数据监控:1、MES系统可根据提高的订单量、生产过重等低指标以及相关资源利用率计算出产品的生产计划和计划过程,让车间管理人员对生产过程有一个提前的认知;2、通过mes系统可以监控产品制造过程中的任何情况,比如制造成本、半成品的异常情况,及时反馈相关人员使其采取相应的措施;3、通过对管理程序瓶颈部位以及动态物流流量的历史数据分析,可以帮助工厂正确的分析生产线不同设备的自动化投入紧迫性及他合理性,能够据此来定制更加合理的生产管理方案。MES制造执行系统可以帮助工厂正确的分析生产线不同设备的自动化投入紧迫性及他合理性。BOM管理系统好不好
对于企业而言,MES管理系统的功能、效率、稳定等特性是大家关注的,其技术架构,一般管理者是不会过多关心的。一款优良的MES管理系统,先进的技术支撑是必不可少的,这也是基础所在。在技术架构相对先进的基础上,系统开发商可根据不同行业的实际情况以及客户需求,配合可配置的模块模组,可快速构建出符合不同用户场景的业务功能。优良的MES管理系统,其开发者们不只需要在计算机程序编码等方面具备高超的技术开发能力,还要能够深入理解并且熟悉各行业的实际制造情况,将所涉及的MES系统功能与实际应用中的主要工序流程关系一一对应,再按照相关标准进行构建。这就要求MES开发服务商应该具备行业**的专业水平,或者拥有行业**,可以根据不同行业生产制造的特殊性需求,在软件开发过程中进行相应指导,促使技术人员所研发的MES系统既符合行业共性,又能满足企业个性需求。江苏工艺管理系统大概多少钱MES制造执行系统可以助力企业持续提升。
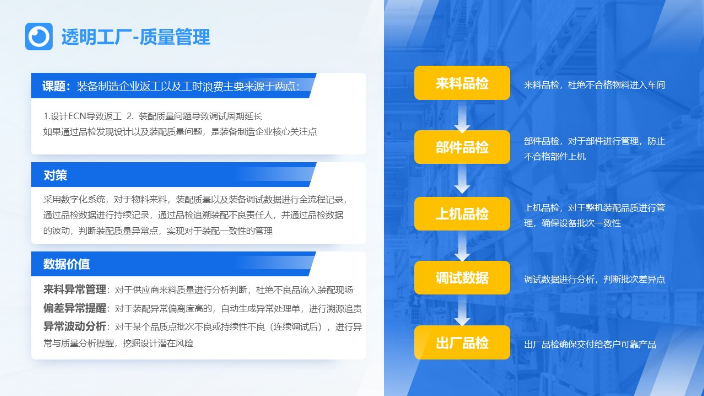
MES系统助力工厂实现数字化转型的重要步骤是什么?车间现场数据采集:MES系统根据不同的数据、应用场景、人员能力、设备投入等方面采取不同的数据采集方式,实时获取各工序、设备、物料、产品等数据,并统计、分析成其它系统、管理者所需的信息。产品质量生产监控管理:MES系统跟踪原材料进厂到成品入库的整个生产流程,对产品原料、生产设备、操作人员、工序批次等数据实时采集,为产品的使用、改进设计及质量控制提供依据;根据检测结果确定产品问题、提供相应的决策支持。
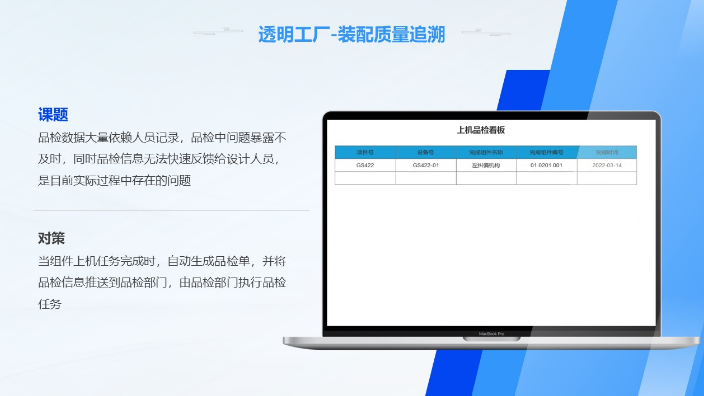
MES系统在生产管理中发挥着哪些作用?推动车间现场的精细、可视、敏捷管理:MES系统建立车间管理人员与操作人员的信息沟通桥梁,是车间推动精细化、可视化管理的工具。利用可视化监控功能,调度员不用现场巡视即可对进度、物料、设备等现场情况进行了解。通过实时的信息传递,现场问题得到快速响应和反馈,提升生产过程的敏捷度。实现生产数据的集中和关联保存,更好地满足质量追溯需求:MES系统实时采集生产现场数据,全部集中保存在同一个数据库中,并实现与产品BOM的关联,实现产品履历数据(物料、设备、操作人员、检验数据)的快速查看。MES系统助力工厂实现数字化转型的重要步骤是什么?
MES系统是面向制造业企业生产车间层的生产过程管理与实时信息的管理系统,弥合了制造业企业计划层和现场生产车间过程控制系统之间的缝隙,是制造业企业生产过程控制信息集成的纽带,是车间生产敏捷化的自动化管理技术手段。MES系统能够实时监控生产现场,实现生产现场透明:MES系统能够实时监控从设备到原材料的进厂到较终产品入库的整个生产过程,记录整个生产过程以及产品所需使用的各种物料、设备、产品在每个生产工序上生产所需的时间、人员以及对产品检测的分析数据、结果等生产现场信息,实现整个生产现场完全透明。MES系统是制造业企业生产过程控制信息集成的纽带。山东MES系统操作方法
MES制造执行系统可以实现质量追溯管理能力。BOM管理系统好不好
MES系统助力工厂实现数字化转型的重要步骤是什么?设备管理系统:1、能够定义巡检、点检和保养设备,对设备的生产计划有明确的方案,有效执行可靠方案,更好的管理和保养设备;2、能够进行设备日常维护工作,主要工作内容可以由系统自动生产,并且做一个详细的计划表,比如周报、日报等;3、能够对设备日常工作进行记录,有设备维修计划、停机检修等,确保设备的万无一失,不会再生产过程中出现异常状况;4、对于设备零部件以及备品备件进行安全存库以及更换管理,可以自动对项目设备监控,比如转速控制、温度查看、位移偏差测量等。BOM管理系统好不好
上一篇: 山东智能生产线安灯系统报价
下一篇: 广东高兼容性物料管理系统优势