盐城大型冷弯成型机设计加工
冷弯成型机操作注意事项:1.在操作前,必须仔细阅读冷弯成型机的使用说明书,了解机器的结构、性能和操作方法。2.在操作前,必须检查冷弯成型机的各个部位是否完好无损,特别是液压系统、电气系统和机械传动系统。3.在操作时,必须佩戴好安全帽、手套、护目镜等防护用品,以防止意外伤害。4.在操作时,必须按照操作规程进行操作,不得随意更改机器的工作参数和工作方式。5.在操作时,必须注意机器的工作状态,及时发现并排除故障,以保证机器的正常运行。6.在操作时,必须注意机器的保养和维护,定期清洗、润滑和检查机器的各个部位,以延长机器的使用寿命。7.在操作时,必须注意机器的安全性,不得在机器运行时进行维修和保养,以免发生意外事故。8.在操作结束后,必须关闭机器的电源和液压系统,清理机器的工作区域,以保证机器的安全和整洁。无锡市富祥机械设备有限公司销售的冷弯成型机质量怎么样?盐城大型冷弯成型机设计加工

冷弯成型机是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.镇江精密冷弯成型机报价无锡市富祥机械设备有限公司主营冷弯成型机。

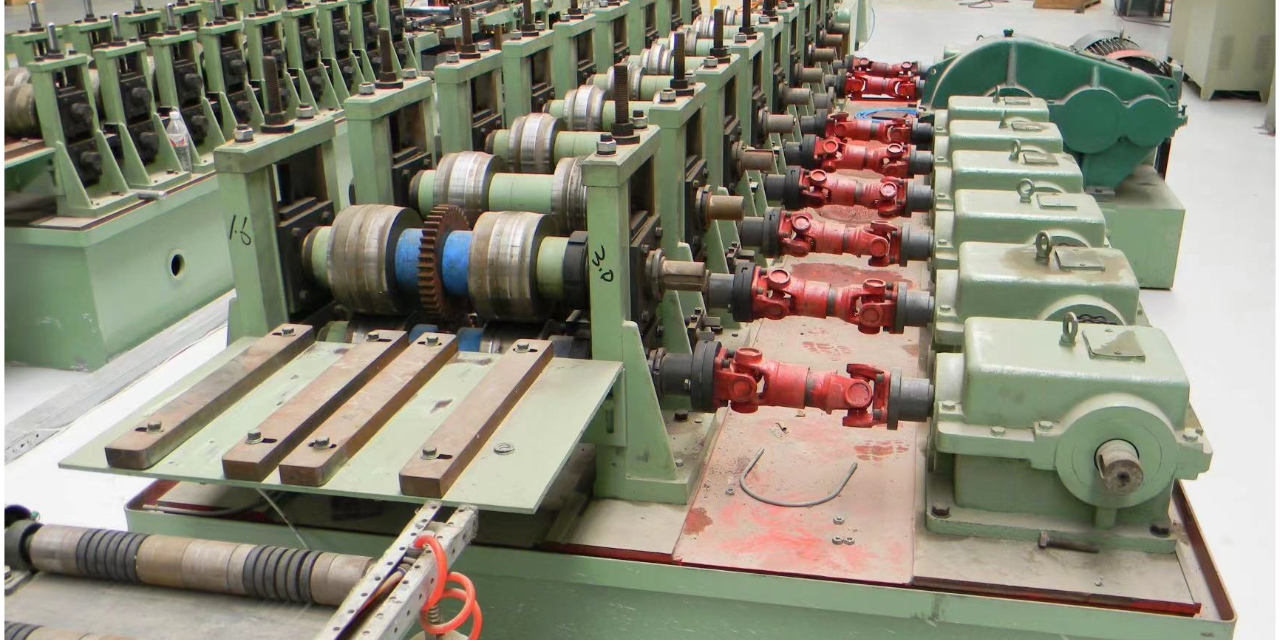
冷弯成型机主要由开卷机、矫平机、滚冲机、成型主机及轧辊、自动跟踪液压切割机、收料架和控制柜等部分组成。开卷机为双臂式四柱支撑结构。矫平机采用的是五辊无动力式。滚冲机釆用伺服电机控制,在线冲孔。成型机主机采用模块组合方式,每种规格产品由成型机架牌坊及成型轧辊组成。更换时只需吊装整套模块即可。传动方式为齿轮箱下轴万向节传动。每组上下轴由齿轮传动。切割方式采用自动跟踪液压切割,成套设备由一台PLC自动控制柜控制。
冷弯成型机的安装步骤如下:1.确定安装位置:选择平整、稳定、通风、光线充足的场地,避免阳光直射和潮湿环境。2.安装基础:根据设备的尺寸和重量,选择适当的基础材料,如钢筋混凝土基础或钢板基础,确保设备稳固。3.安装机架:根据设备的结构和尺寸,安装机架和支撑架,确保设备的平稳和垂直。4.安装传动系统:根据设备的传动方式,安装传动系统,包括电机、减速器、链条、齿轮等。5.安装辊轮系统:根据设备的辊轮数量和尺寸,安装辊轮系统,包括上辊轮、下辊轮、导向辊轮等。6.安装控制系统:根据设备的控制方式,安装控制系统,包括PLC控制器、触摸屏、电气元件等。7.连接电源:根据设备的电源要求,连接电源线路,确保设备正常运行。8.调试设备:在安装完成后,进行设备的调试和测试,确保设备的正常运行和安全性能。9.安装防护设施:根据设备的安全要求,安装防护设施,包括安全门、警示灯、急停按钮等。10.做好设备维护:在设备安装完成后,做好设备的维护工作,定期检查设备的各项部件,确保设备的长期稳定运行。无锡市富祥机械设备有限公司主营产品包括冷弯成型机。
冷弯成型机安装注意事项:1.安装前应先检查冷弯成型机的各个部件是否完好无损,是否有缺陷或损坏。2.在安装过程中,应按照冷弯成型机的安装说明书进行操作,确保安装正确无误。3.在安装过程中,应注意冷弯成型机的重心平衡,避免出现倾斜或不稳定的情况。4.安装时应注意冷弯成型机的固定,确保其稳定性和安全性。5.在安装过程中,应注意冷弯成型机的电气接线,确保接线正确无误。6.在安装完成后,应进行试运行,检查冷弯成型机的各项功能是否正常。7.在使用过程中,应定期对冷弯成型机进行维护保养,确保其长期稳定运行。冷弯成型机的好处有很多。宿迁小型冷弯成型机报价
无锡市富祥机械设备有限公司主营产品很多,其中冷弯成型机销量很好。盐城大型冷弯成型机设计加工
冷弯成型机是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机(英文名称:钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。盐城大型冷弯成型机设计加工
上一篇: 盐城自动冷弯成型机直销
下一篇: 淮安工业冷弯成型机维修安装