南通轻钢龙骨冷弯成型机维修安装
冷弯成型机的安装步骤如下:1.确定安装位置:选择平整、稳定、通风、光线充足的场地,避免阳光直射和潮湿环境。2.安装基础:根据设备的尺寸和重量,选择适当的基础材料,如钢筋混凝土基础或钢板基础,确保设备稳固。3.安装机架:根据设备的结构和尺寸,安装机架和支撑架,确保设备的平稳和垂直。4.安装传动系统:根据设备的传动方式,安装传动系统,包括电机、减速器、链条、齿轮等。5.安装辊轮系统:根据设备的辊轮数量和尺寸,安装辊轮系统,包括上辊轮、下辊轮、导向辊轮等。6.安装控制系统:根据设备的控制方式,安装控制系统,包括PLC控制器、触摸屏、电气元件等。7.连接电源:根据设备的电源要求,连接电源线路,确保设备正常运行。8.调试设备:在安装完成后,进行设备的调试和测试,确保设备的正常运行和安全性能。9.安装防护设施:根据设备的安全要求,安装防护设施,包括安全门、警示灯、急停按钮等。10.做好设备维护:在设备安装完成后,做好设备的维护工作,定期检查设备的各项部件,确保设备的长期稳定运行。无锡市富祥机械设备有限公司销售的冷弯成型机质量怎么样?南通轻钢龙骨冷弯成型机维修安装
冷弯成型机焊接设备的使用方法:冷弯成型机焊接设备在操作的时候,速度不能太快,比如说焊缝歪曲,或者焊接不牢固,且速度太快易出现意外事故。所以说,人工焊接效率是低下的,且有的时候还会导致部件变形,或者焊得太深。如果是采用货架自动焊接机来从事焊接操作,不但工作起来速度很快,而且焊接部件不会受到损害,焊缝美观大方。即便是以前没有做过电焊的朋友,只要认识字母和文字,知道基本的触屏操作,经过简单学习之后,在触屏上面输入焊接的参数,然后地方就可以自行开展,完全不需要人工的干预。镇江自动冷弯成型机直销冷弯成型机的主要特点有很多。

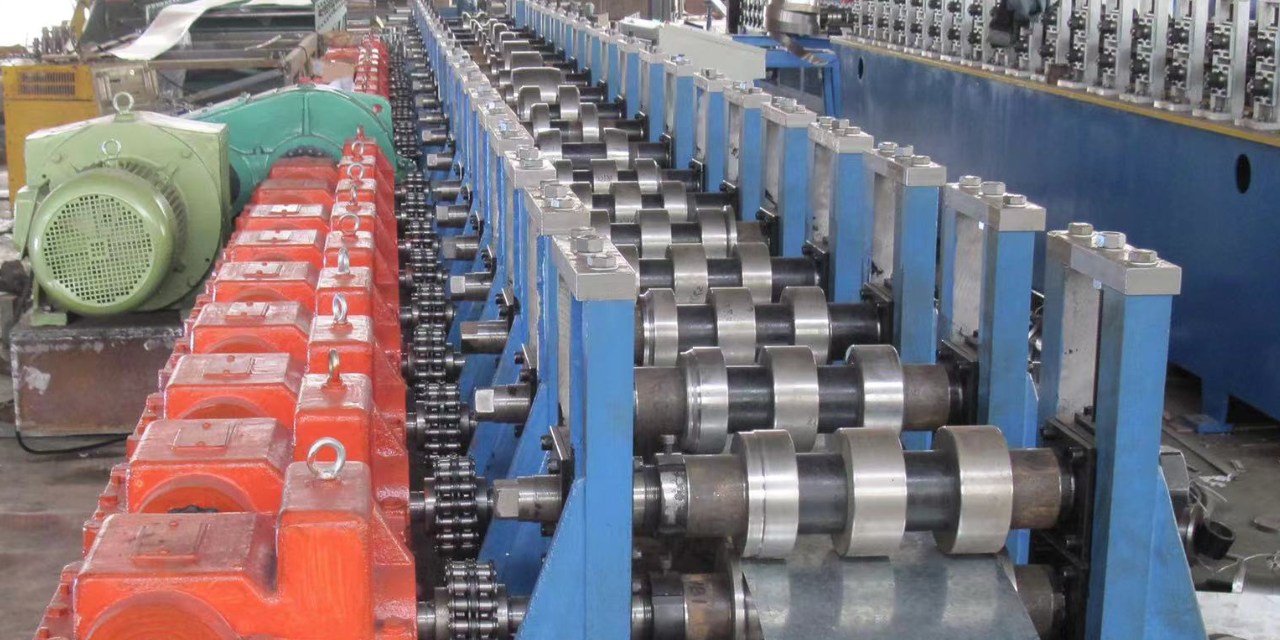
冷弯成型机是通过顺序配置的多道次成型轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.
本公司的冷弯成型机采用德国先进COPRA专业冷弯软件进行设计并制造。公司成立十多年来,本着精益求精、创新发展的进取精神,致力于冷弯型钢产品的设计、计算、成型工艺模拟及生产制造。我们为客户定制设计制作的各类冷弯型钢成套设备,具有运行稳定、操作方便、成品率高等特点。产品广泛应用于机械、建筑、煤矿、铁道车辆、公路、桥梁、集装箱、港口码头等行业。主要产品有:C/Z型钢设备,彩板门窗设备,彩板型材设备,门框型材设备;汽车厢板设备,集装箱设备,汽车型材设备;轻钢龙骨设备,太阳能支架设备,货架立柱型材设备,桥架母线槽设备,高速护栏板设备,各类轧机、轧辊等冷弯成型设备及产品。同时可承接各种异型冷弯成型设备的加工定制。无锡市富祥机械设备有限公司专业致力于冷弯成型机批发。

冷弯型钢设备的PLC操纵是在一切正常加工过程中的多安全性维护。抗压强度长,工作辊原材料为40cr,热处理强度为hb280,模具材料为gcr15。波浪板冷成型设备强度:hrc5662c;每一个成形架构都是有一个变速器,以保证加班加点和寿命长。危害冷弯型钢设备价钱的众多要素是机器的多元性,即必须定制的产品类别的多元性。假如你要生产制造一个更繁杂的冷弯型钢设备,滚轴总数越多,滚轴越繁杂。周期时间越长,之后市场销售的不便就越大。如果有问题,欢迎联系我们。无锡市富祥机械设备有限公司冷弯成型机拥有完善的售后。南通大型冷弯成型机维修安装
冷弯成型机批发就找无锡市富祥机械设备有限公司。南通轻钢龙骨冷弯成型机维修安装
冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆南通轻钢龙骨冷弯成型机维修安装
上一篇: 南通轻钢龙骨冷弯成型机销售
下一篇: 徐州遮阳板遮阳圆管设计加工