零件的精密数控车床加工哪家正规
精密数控车床加工就是一种高精度、高效率的自动化机床用数字信息控制零件和刀具位移的机械加工方法。它是解决航空航天产品零件等品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。切削速度(线速度、园周速度)V(米/分),要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。V的选择:取决于刀具材料、工件材料、加工条件等。刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。CNC车床加工可实现自动化补偿,减少加工误差。零件的精密数控车床加工哪家正规

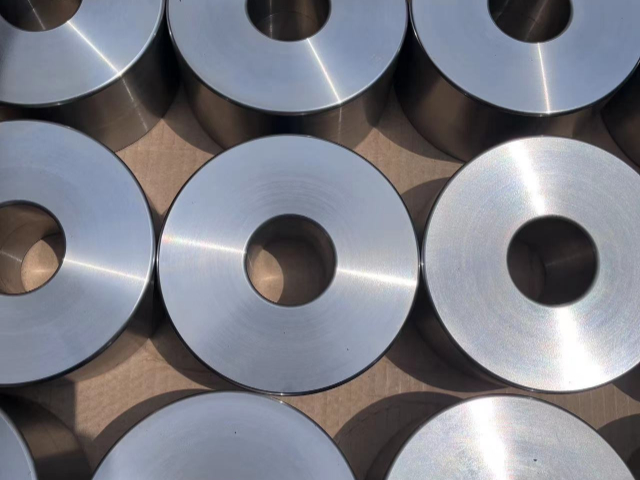
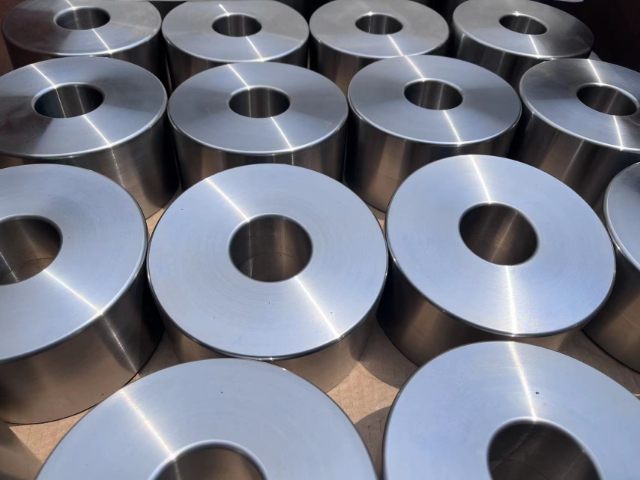
精密数控车床普遍应用于航空航天、汽车、机械制造、电子等行业。其主要加工对象包括:1.轴类零件:如各种轴、杆、销等。2.套类零件:如齿轮、轴承内外圈、套筒等。3.盘类零件:如齿轮、法兰、端盖等。4.杂类零件:如异性零件、螺纹、齿轮等。精密数控车床作为一种高精度、高效率的金属加工利器,在现代制造业中具有普遍的应用前景。随着科技的不断进步,精密数控车床将朝着高速化、智能化、精密化、复合化、绿色化等方向发展,为我国制造业的繁荣做出更大贡献。诸暨自动精密数控车床加工精密数控车床加工可以实现自动工件传送,减少人工操作。
随着现代制造业的快速发展,精密数控车床在金属加工领域扮演着越来越重要的角色。精密数控车床以其高精度、高效率、高自动化程度的优势,成为机械加工行业中不可或缺的设备。然而,要充分发挥精密数控车床的效能,确保加工质量和效率,加工过程中有许多需要注意的事项。机床的安装与调试:选择合适的安装场地:精密数控车床对环境要求较高,应选择远离震源、温差小、湿度适宜的场地。同时,要保证机床周围有足够的空间,便于操作和维护。机床安装:在安装过程中,要保证机床的水平和垂直度。可以使用水平仪和激光测距仪等工具进行检测和调整。此外,还要检查地基和地脚螺栓的紧固情况,确保机床的稳定。调试与试运行:在安装完成后,要对机床进行调试,包括电气系统、液压系统、冷却系统等。调试完成后,进行试运行,观察机床运行是否正常,有无异常声音和振动。
数控系统的高度自动化和精确控制能力,使得精密数控车床加工能够实现复杂形状的加工,提高加工质量和生产效率。精密数控车床加工在制造业的各个领域都有普遍的应用。例如,航空航天领域需要制造高精度的发动机零部件和航空器结构件,精密数控车床加工能够满足其对尺寸精度和表面质量的要求。汽车制造领域需要制造各种发动机零部件、底盘零部件等,精密数控车床加工能够提高生产效率和产品质量。电子设备制造领域需要制造精密的电子元器件,精密数控车床加工能够实现微小尺寸和高精度的加工要求。数控车床适用于高效率、大批量生产,降低生产成本。
精密数控车床加工过程中有许多需要注意的事项:切削参数的选择,1.切削速度:切削速度对加工质量和效率有很大影响。切削速度过高,容易导致刀具磨损、工件表面粗糙度增加;切削速度过低,则会影响加工效率。因此,要根据工件材料、刀具材料和加工要求合理选择切削速度。2.进给量:进给量的大小直接影响到加工表面的质量。进给量过大,容易导致刀具负荷过大、工件表面粗糙;进给量过小,则会影响加工效率。因此,要根据工件材料和加工要求合理选择进给量。3.切削深度:切削深度的大小直接影响到加工效率和刀具寿命。切削深度过大,容易导致刀具磨损、加工表面质量下降;切削深度过小,则会影响加工效率。因此,要根据工件材料和加工要求合理选择切削深度。数控车床适用于高精度、高效率的液压零件加工。7轴精密数控车床加工哪家收费合理
数控车床加工可以实现自动补偿,提高加工精度。零件的精密数控车床加工哪家正规
精密数控车床加工机床的主轴结构有什么?轴承径向游隙可调的主轴结构:主轴前轴承采用一个P4级圆锥孔的双列圆柱滚子轴承和1个P4级的双列向心推力球轴承组合。该主轴使用圆锥孔的双列圆柱滚子轴承承受径向切削力,使用双列向心推力球轴承承受轴向切削力和部分径向切削力。主轴后轴承一般采用1个P5级圆锥孔的双列圆柱滚子轴承。圆锥孔双列圆柱滚子轴承的内圈和配合轴径均为1:12圆锥,用圆螺母锁紧轴承则使轴承在轴向产生一个位移并使轴承的内圈膨胀,从而达到减少或消除轴承径向游隙的目的。这种主轴结构的优点:主轴精度较高。在主轴前端面φ230mm直径上测量主轴的端面跳动值为0.010mm。在主轴前端φ230mm外圆上测量主轴的径向跳动值为0.005mm。第二种结构的主轴精度比第1种主轴精度提高50%左右。零件的精密数控车床加工哪家正规
上一篇: 衢州五金配件加工供应
下一篇: 瑞安模具精密非标件加工