cnc小型精密数控车床加工费用标准
精密数控车床加工工件材料:硬度高,V取低;铸铁,V取低,刀具材料为硬质合金时可取70~80米/分;低碳钢,V可取100米/分以上,有色金属,V可取更高些(100~200米/分)。淬火钢、不锈钢,V应取低一些。加工条件:粗加工,V取低一些;精加工,V取高些。机床、工件、刀具的刚性系统差,V取低。如果数控程序使用的S是每分钟主轴转数,那么应根据工件直径,及切削线速度V计算出S:S(主轴每分钟转数)=V(切削线速度)*1000/(3.1416*工件直径)如果数控程序使用了恒线速,那么S可直接使用切削线速度V(米/分)CNC车床加工可实现自动化上下料,减少人工干预。cnc小型精密数控车床加工费用标准
加工零件应符合能充分发挥数控磨床多工序集中加工的工艺特点。数控磨床加工零件时,砂轮切割工件的情况与相应的非数控磨床完全相同,但可以进行一些具有加工精度要求的复合加工。例如,在磨削范围方面,普通磨床主要用于磨削圆柱面。圆数控车床锥面或梯轴肩端面的普通车床磨削,数控外圆磨床还可以磨削圆环面(包括凸面和凹面)。零件综合加工能力的平衡作为加工能力的平衡很难完成一个零件的所有加工内容,需要与其他设备的加工过程进行转移和配合,因此需要生产节奏和车间生产能力的平衡。因此,应考虑充分发挥数控磨床的加工特点,数控车床应在其他加工设备上合理安排配套的平衡过程。靖江精密数控车床加工车间CNC车床适用于多种材料加工,如金属、塑料和复合材料。
精密数控车床加工,是一种高精度、高效率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有普遍的加工工艺性能,可加工直线圆柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。1、夹紧机构或其它元件不得影响进给,加工部位要敞开。要求夹持工件后夹具等一些组件不能与刀具运动轨迹发生干涉。2、必须保证较小的夹紧变形。3、装卸方便,辅助时间尽量短。4、可以考虑同时装夹数个工件进行加工。5、夹具结构应力求简单。6、夹具应便于与机床工作台及工件定位表面间的定位连接。
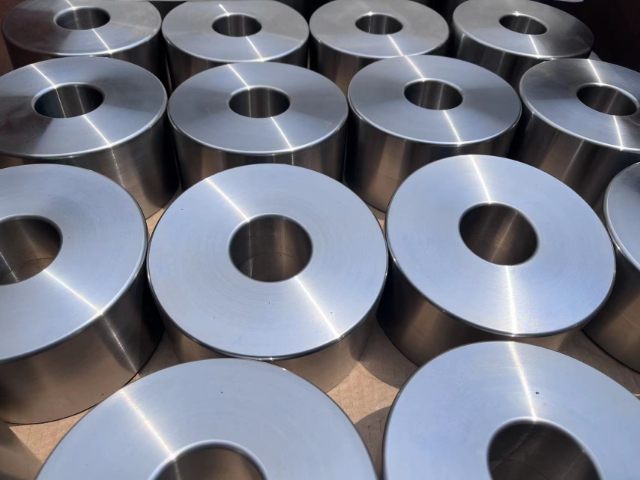
精密数控车床加工机床主轴箱的水平主轴和底座上的立式的主轴精度的高低决定了被加工螺杆的精度,同时螺杆在压缩机中以几千转的速度高速旋转时,精度较差的螺杆会使压缩机产生发热、振动、效率低、磨损快等现象。精密数控车床加工机床的主轴结构有什么?主轴结构:轴承径向游隙不可调的主轴结构:主轴前轴承采用1个双列圆柱滚子轴承和两个推力球轴承组合,该主轴使用双列圆柱滚子轴承承受径向切削力,使用两个推力球轴承承受轴向切削力。主轴后轴承一般采用1个双列圆柱滚子轴承或采用1个向心球轴承。这种主轴结构的优点:主轴的加工和装配简单,造价较低。精密数控车床加工可实现高精度、高效率的轴承加工。

要求重点保证中小批量关键零件的加工质量和高效生产。数控磨床可在计算机控制下实现高精度、高质量、高效的磨削加工。与专门用的磨床相比,它可以节省大量的专门用的工艺设备,具有较强的柔性制造能力,获得良好的经济效益。与普通磨床相比,它可以消除复杂加工过程中的许多人为干扰因素,加工零件具有良好的精度一致性和交换性,加工效率高。零件的加工批量应大于非数控磨床加工中的普通车床。小批量零件时,由于各种原因,纯切削时间只占实际工时的10%-30%。在磨削加工中心等多工序集中的数控磨床上加工时,这个比例可能会上升到70%~80%,但准备调整工时往往要长得多,所以零件批量过小会变得不经济。精密数控车床加工可实现高精度、高效率的零件加工。徐州精密数控车床加工报价
精密数控车床加工可实现高精度、高效率的螺母加工。cnc小型精密数控车床加工费用标准
精密数控车床加工就是一种高精度、高效率的自动化机床用数字信息控制零件和刀具位移的机械加工方法。它是解决航空航天产品零件等品种多变、批量小、形状复杂、精度高等问题和实现高效化和自动化加工的有效途径。切削速度(线速度、园周速度)V(米/分),要选择主轴每分钟转数,必须首先知道切削线速度V应该取多少。V的选择:取决于刀具材料、工件材料、加工条件等。刀具材料:硬质合金,V可以取得较高,一般可取100米/分以上,一般购置刀片时都提供了技术参数:加工什么材料时可选择多少大的线速度。高速钢:V只能取得较低,一般不超过70米/分,多数情况下取20~30米/分以下。cnc小型精密数控车床加工费用标准
上一篇: 南通自动化精密机械零件加工
下一篇: 不锈钢非标件加工多少钱