新乡聚胺脂拉挤模具规格
设计模具的加热系统以保证均匀加热需要遵循以下几个步骤:确定加热需求:首先需要明确模具加热的需求,包括所需的加热温度、加热速度、加热面积等。这些参数将直接影响加热系统的设计。选择合适的加热元件:根据加热需求,选择合适的加热元件,如电热棒、电热板、红外线加热器等。确保加热元件能够均匀地覆盖模具的加热区域,并保证热量能够合理的传递到模具上。布置加热元件:在模具上合理布置加热元件,使其能够均匀地加热模具。对于大型模具,可以采用分区加热的方式,通过多个加热元件共同作用,实现均匀加热。把控加热温度和速度:通过温度把控系统精确把控加热温度和速度,保证模具在合适的温度范围内均匀受热。同时,要确保加热速度与模具材料的热传导性能相匹配,避免因加热过快或过慢导致模具产生热变形或热疲劳。优化加热系统布局:在保证均匀加热的前提下,尽量减小加热系统的体积和重量,优化布局,提高加热系统的紧凑性和效率。测试和调整:完成加热系统的设计后,需要进行实际测试和调整,确保模具在正常工作条件下能够实现均匀加热。根据测试结果,对加热系统进行必要的调整,以满足实际生产需求。通过以上步骤,可以设计出满足要求的模具加热系统。 鑫景龙定制拉挤模具的模腔应保持清洁,以防止杂质和污垢对制品质量的影响。新乡聚胺脂拉挤模具规格

玻璃钢拉挤模具的常见故障和解决方法如下:表面液滴:可能是产品固化不完全、纤维含量低、收缩率高、产品表面和模具壁之间有明显间隙、未固化树脂迁移等原因导致。解决方法包括提高温度或降低拉伸速度,以确保彻底固化,增加纤维含量或添加低收缩添加剂或填料。表面剥落、碎裂:可能是表面富树脂层过多,导致脱模点蠕动爬行,凝胶时间与固化时间相差较大,脱模点与固化点相比过早。解决方法包括增加纤维含量以增加模具压力,调整引发系统,调整温度。腔体清理:可能是脱模效果差,模壁附着力大,碎屑堆积划伤产品表面,模壁表面粗糙度值高(使用过程中划伤生锈)等原因导致。解决方法包括使用良好的脱模剂,清洁、修复或更换合格的模具,在重新启动前短暂停止,以清理卡住的碎屑并实现清洁。明显分型线、分型线磨损:使模具尺寸精度不足,合模时各模块间距偏差大,分型线粘住造成白线。解决方法包括修复模具,拆卸并重新组装模具,重新启动前短暂停止。表面纤维暴露、纤维起毛:可能是这种缺陷通常出现在使用纤维纱线增强的产品上,如杆。可能的原因包括纤维含量过高或树脂碎片粘附在模腔表面。解决方法包括减少纤维含量,清洗后暂停机器重启。
FRP圆管拉挤模具报价淬火拉挤模具的加热系统应均匀,以避免温度梯度导致的制品变形。河南鑫景龙智能机器人。
玻璃钢拉挤模具的工作原理是利用拉挤成型工艺将玻璃钢材料加热至一定温度后,通过模具的压力和形状,使得玻璃钢材料逐渐变形,从而得到所需的产品形状。具体步骤如下:1.准备工作:将玻璃钢材料切割成合适的长度或块状,准备好模具和相应的设备。2.加热:将玻璃钢材料放入加热炉或加热设备中,加热至一定温度,使其变得可塑性较好。3.挤出:将加热好的玻璃钢材料放入拉挤机或挤出机的供料系统中,由机械的压力和挤出机构的运动将材料逐渐挤出。4.模具成型:挤出的玻璃钢材料进入模具腔内,受到模具的压力和形状作用下,材料逐渐变形,成为所需的产品形状。5.冷却固化:从模具中排出的玻璃钢产品经过一定的冷却时间,使其固化和冷却,以保持所需的形状和结构稳定。6.模具开启:当产品固化后,打开模具释放产品,并进行后续的处理,例如修边、打磨、组装等。通过以上的工作原理,玻璃钢拉挤模具可以实现精确地生产各种复杂形状的玻璃钢制品。
在生产中避免拉挤模具的异常载荷对于延长模具使用寿命和提高产品质量至关重要。以下是一些方法可以帮助避免拉挤模具的异常载荷:操作规范:制定操作规范并确保操作人员严格遵守。培训操作人员掌握正确的操作技巧和安全注意事项,避免因操作不当而引起的异常载荷。同时,加强监督和管理,确保操作规范的执行。监控与预警系统:建立监控系统,实时监测拉挤模具的工作状态和异常载荷情况。通过传感器和数据采集系统收集相关数据,进行分析和处理。一旦发现异常载荷超过预设阈值,立即发出预警并采取相应措施进行干预和调整。避免突然启动和停止:在生产过程中,避免突然启动和停止操作。缓慢启动和停止设备,使模具逐渐适应变化的速度和载荷。这有助于减少冲击和应力对模具的影响。合理安排生产计划:根据拉挤模具的工作负荷和生产能力,合理安排生产计划,避免过度使用或空闲时间过长的情况发生。通过合理的生产调度和计划安排,保持模具在正常工作状态下运行。综上所述,避免拉挤模具的异常载荷需要从多个方面入手。 优化拉挤模具的设计和制造过程能够为企业带来明显的成本效益和竞争优势。河南鑫景龙智能机器人。
拉挤成型是一种特殊工艺,与其他成型技术相比,明显优势在于生产过程完全实现自动化调控,生产效率高:拉挤模具可以实现连续规模化生产,产品产量大且生产周期短,提高了生产效率。质量稳定:拉挤模具采用自动化或半自动化流水线生产,工艺参数可控,产品尺寸精度高,质量稳定。拉挤成型制品中纤维含量可高达80%,浸胶在张力下进行,能充分发挥增强材料的作用,产品强度高。制品纵、横向强度可任意调整,可以满足不同力学性能制品的使用要求。生产过程中无边角废料,产品不需后加工,故较其它工艺省工,省原料,省能耗。制品质量稳定,重复性好,长度可任意切断。原材料利用率高,除型材两端有小部分需要切除外(切除长度取决于初始牵引纤维的长度以及固化模具的长度),生产过程不产生其他废料。可生产复杂结构型材。灵活性高。拓展/复制性强。 复合材料在拉挤过程中,模具的温度和压力对制品的质量有很大的影响。河南鑫景龙智能机器人。环氧树脂拉挤模具制造
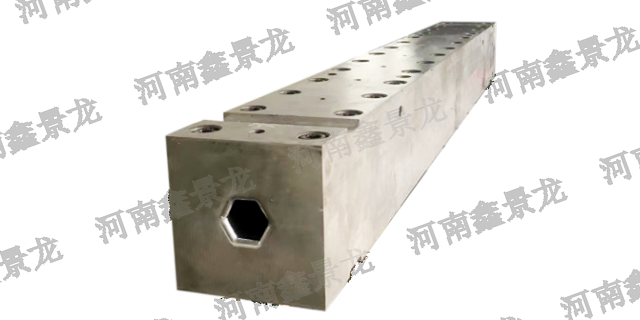
玻璃钢拉挤模具的模腔结构决定了制品的形状和尺寸,因此需要进行精确的设计和制造。新乡聚胺脂拉挤模具规格
避免模具在使用过程中的变形问题需要从多个方面入手,以下是一些关键措施:合理设计模具结构:在设计模具时,应充分考虑制品的形状、尺寸、壁厚等因素以提高模具的刚度和强度。避免设计过于复杂或细小的部位,减少模具变形的可能性。选用合格材料:选用具有足够度、高耐磨性和稳定性的好材料,确保材料的质量符合要求,减少因材料性能不足而导致的模具变形。优化模具加工工艺:在加工模具时,应遵循合理的工艺流程,确保各道工序的精度和稳定性。避免热处理过程中出现过大的温度梯度或局部过热,以减少应力导致的模具变形。提高模具装配精度:在装配模具时,应确保各部件之间的配合精度,特别是型腔和型芯的贴合面。采用合适的装配工艺和技术,保证模具整体协调一致,减小使用过程中的变形机率。定期维护与保养:定期对模具进行维护和保养,保持其良好的工作状态。及时清理模具表面的油污、残料和氧化物,检查模具的磨损和损伤情况,进行必要的修复和更换,以防止因模具损坏导致的变形问题。使用辅助支撑结构:在模具的关键部位设置辅助支撑结构,如支撑柱或支撑块,以增强模具的整体刚性。通过合理布置支撑结构,减小模具在使用过程中的变形量。 新乡聚胺脂拉挤模具规格
上一篇: 新乡长寿命拉挤模具性能
下一篇: 新乡圆管拉挤模具报价