福建自动化生产防错系统方案
灯光指示生成:根据订单信息和库存情况,计算机系统自动生成相应的灯光指示。这些指示通过不同的灯光颜色和闪烁频率来区分不同的操作要求,如拣取特定物料、移动到指定位置等。实时显示与控制:灯光装置根据计算机系统的指令,实时显示在工作站或货架上。操作员只需根据灯光的指示进行拣货或移动操作,无需查阅纸质订单或手持终端。信息更新与反馈:在拣货过程中,计算机系统会不断监控库存变化,并实时更新灯光指示。同时,操作员也可以通过某种方式(如按钮、扫描枪等)向系统反馈拣货完成情况,以便系统及时调整后续指示。亮灯指示防错组装工作台是怎么防错的?福建自动化生产防错系统方案
生产防错系统
库房领料时保管员总是丢三拉四,领错料怎么办呢。接上次,五、加强监督与检查设立监督岗位:在仓库内设立专门的监督岗位,对领料过程进行实时监督和检查,确保领料操作的规范性和准确性。定期盘点:定期对仓库进行盘点,核对物料数量、种类和存放位置等信息,及时发现并纠正错误。综上所述,解决库房领料时总出错的问题需要从员工培训、仓库管理、技术应用、追溯体系建立以及监督检查等多个方面入手,综合施策,才能取得良好的效果。福建通用生产防错系统价格合理光栅感应防错组装台能用来取料防错吗?

在取料过程中,为了提示零件所在位置,通常会采用一系列的技术和装置,这些装置结合了视觉识别、自动化控制以及传感器技术等多种手段。以下是一些常见的提示零件位置的装置:1.视觉识别系统描述:视觉识别系统,如CCD(电荷耦合器件)视觉识别系统,通过摄像头捕捉图像,并利用图像处理算法对图像进行分析,从而识别出零件的位置、姿态和类型。这种系统可以实时地将零件的位置信息传输给控制系统,进而指导机械手或其他自动化设备准确地抓取零件。
零件漏装防错:MES系统提供装配零件清单,并在每次扫描条码后更新零件状态,防止漏装零件。3. 防错装置和技术的应用传感器和限位开关:利用传感器和限位开关进行实时监控,确保零件的准确到位和正确装配。光栅防错:通过光栅的检测控制,确保工件是否摆放到位。夹具防错:设计用来夹具,控制装配零件在夹具上的摆放位置,防止错装。颤动功能的防错:通过颤动机的颤动,使零件随着不断的颤动并输送至判别零件的方向正确与否处,只有零件处于正确的位置方向时,才能进入送料轨道。有一种东西可以这灯指示取料!
指示灯反馈:如果控制单元判断员工正确取料,则会通过指示灯系统向员工提供正面的视觉反馈,如亮起绿灯或显示“正确”等提示信息。如果控制单元判断员工取料错误(如物料种类不匹配、位置错误等),则会通过指示灯系统发出警告信号,如亮起红灯、闪烁或发出声音警报等,以提醒员工注意并纠正错误。记录与追溯:控制单元还可能会记录每次取料操作的结果和时间戳,以便后续进行数据分析和追溯。三、如何知道员工是否正确取料位置检测:通过光电传感器检测物料是否位于预设的取料位置。员工组装产品时总是会错装零件怎么办?山东定制生产防错系统使用方法
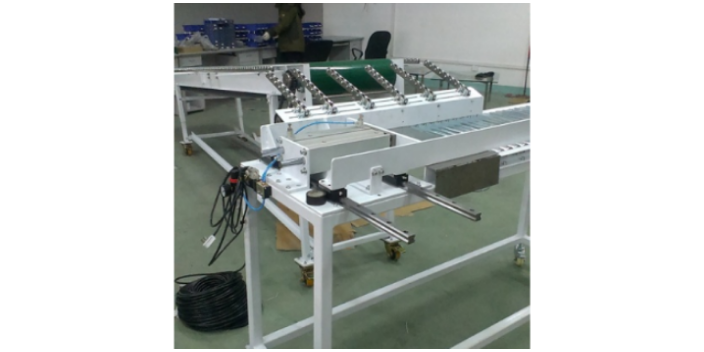
光栅感应防错组装台是用了什么原理?福建自动化生产防错系统方案
包装材料管理:工作台可以配备RFID或条形码扫描器等设备,用于识别和追踪包装材料的种类、数量和状态。这有助于实现包装材料的精细化管理,减少浪费,并确保包装过程的顺利进行。包装质量检测:在包装过程中,智能取料工作台可以集成质量检测传感器或摄像头,对包装质量进行实时监控和检测。一旦发现包装缺陷或不合格产品,可以立即停止包装操作,并发出警报或进行自动调整。二、智能取料工作台在包装站的优势提高包装效率:自动化操作可以显著提高包装速度,减少人工操作时间和劳动强度。福建自动化生产防错系统方案
上一篇: 江苏定制生产防错系统生产过程
下一篇: 上海直销生产防错系统技术指导