河南设计伺服电动缸维修
用新型工艺2年免加润滑油;噪音低至40分贝。非标定制,一件起订!广宏伺服电动缸性能!高精度小缸体推力大,运行稳定重复定位精度,安装方便,维护简单!为什么选择我们东莞市广宏自动化设备有限公司。拥有一群工作热诚及自动化经验丰富的专业人士组成的工作团队技术实力雄厚采用欧美、日本等行业的先进技术经验,阔键部位**部件均采用美国、德国、日本等行业有名品牌。经济实力雄厚拥有多名在欧美、日本等相关企业多年工作背景的技术骨干质量服务口碑利用多年积累的控制、传动经验与技能,可为客户提供***技术产品,品质技术产品诚信为本原则让自动化产品更好的服务于人类,成为各自动化设备制造企业的优先配套服务商服务与支持广宏成立至今,一直本着能让广大客户的生产现场变的更加有效合理和舒适为理念,产品目录结构清晰,获取便捷,更新快速,这是中村精机为客户提供的在线产品目录,为您规划和选购各类精密自动化组件提供方便。使用说明书在这里您可以找到产品细节等的说明支持,如新的产品视频、动画、图片、组装说明书、相关文件和证书以及其他材料。CAD图纸广宏推出的产品资料库。包含的2D和3D图纸,可以应用于当今绝大多数CAD系统。通过这些图纸,您可以轻松确定。电机在低于3倍的电流之下,启动乏力。这是电机至今的固有特点缺点-苏州恩畅。河南设计伺服电动缸维修

3)MPC08SP运动控制卡发送指令脉冲控制伺服系统产生旋转运动;(4)伺服电机驱动电动缸产生直线运动;(5)电动缸挤压工件产生形变,启牌伺服电动缸,使工件被挤压端产生压力,压力值通过压力传感器,直线式电动缸,再经过A/D采集卡**终反馈至MPC08SP运动控制卡;(6)当压力值达到所设定值时,MPC08SP运动控制卡停止发送脉冲;(7)试件在压力的作用产塑性变形,(8)系统实时对当前反馈的压力值和设定的压力值进行比较,做出快速补偿调节,在试件上维持恒定的压力。直线式电动缸_LPT500B伺服电动缸_电动缸由德州市启泰机械设备有限公司提供。德州市启泰机械设备有限公司()在减速机、变速机这一领域倾注了无限的热忱和激情,启泰机械一直以客户为中心、为客户创造价值的理念、以品质、服务来赢得市场,衷心希望能与社会各界合作,共创成功,共创辉煌。相关业务欢迎垂询,联系人:于经理。上一条:德州伺服电动缸,电动缸,LPT500B伺服电动缸下一条:青海电动缸,LPT2000B伺服电动缸。河南先进伺服电动缸平台苏州恩畅电机就叫伺服电机,驱动器自然叫伺服驱动器,‘伺服’源自于控制,精确控制的代名词。

动力更强大。不超过10KN,一般用于小负载周期寿命在额定负载下可以达到几百个周期。容易预测寿命。取决于设计和密封件磨损情况;通常良好。取决于设计和密封件磨损情况;通常良好。环境标准型号的额定温度范围-20度到120度。本身具有清洁和高能效的特点。在极端温度下可能出现严重的问题。密封件可能会泄露。废料处理的问题也越来越棘手。在极端温度下可能出现严重的问题。密封件可能会泄露。空气中的油分可能会导致问题。安全的负载固定功能如果断电,选配刹车电机自动刹车、丝杆装置会自动锁定。必须使用复杂的备用安全设备。必须使用复杂的备用安全设备。成本原始成本中等,维护和操作成本很低。安装和维护成本较高。新型液压动力装置成本较高。部件成本通常较低,不过安装和维护成本较高。新型液压动力装置成本较高。
同步式交流伺服电动机驱动器同直流伺服电动机驱动系统相比,同步式交流伺服电动机驱动器具有转矩/转动惯量比高、无电刷及换向火花等优点。在工业机器人(包括喷涂机器人)中得到广泛应用。同步式交流伺服电动机驱动器通常采用电流型脉宽调制(PWM)三相逆变同步式交流伺服电动机驱动器同直流伺服电动机驱动系统相比,同步式交流伺服电动机驱动器具有转矩/转动惯量比高、无电刷及换向火花等优点。在工业机器人(包括喷涂机器人)中得到广泛应用。同步式交流伺服电动机驱动器通常采用电流型脉宽调制(PWM)三相逆变器和具有电流环为内环、速度环为外环的多环闭环控制系统,以实现对三相永磁同步伺服电动机的电流控制。根据其工作原理、驱动电流波形和控制方式的不同,可分为两种伺服系统:1)矩形波电流驱动的永磁交流侗服系统。2)正弦波电流驱动的永磁交流伺服系统。采用矩形波电流驱动的永磁交流伺服电动机称为无刷直流伺服电动机,采用正弦波电流驱动的永磁交流伺服电动机称为无刷交流伺服电动机。同步式永磁交流伺服驱动器的组成如图所示。主电路由三部分组成:整流器将工频电源变换为直流;逆变器按照电动机转子位置来控制交流电流;吸收来自电动机再生能量的再生功率吸收电路。汽车工业以及电子电器行业的发展是恩畅工业机器人装配量强劲增长的主要因素。
[3]机械臂控制策略对柔性机械臂的控制一般有如下方式,1)刚性化处理。完全忽略结构的弹性变形对结构刚体运动的影响。例如为了避免过大的弹性变形破坏柔性机械臂的稳定性和末端定位精度NASA的遥控太空手运动的比较大角速度为。2)前馈补偿法。将机械臂柔性变形形成的机械振动看成是对刚性运动的确定性干扰而采用前馈补偿的办法来抵消这种干扰。德国的BerndGebler研究了具有弹性杆和弹性关节的工业机器人的前馈控制。张铁民研究了基于利用增加零点来消除系统的主导极点和系统不稳定的方法设计了具有时间延时的前馈控制器和PID控制器比较起来可以更加明显的消除系统的残余振动。SeeringWarrenP。等学者对前馈补偿技术进行了深入的研究。3)加速度反馈控制。KhorramiFarShad和JainSandeep研究了利用末端加速度反馈控制柔性机械臂的末端轨迹控制问题。4)被动阻尼控制。为降低柔性体相对弹性变形的影响选用各种耗能或储能材料设计臂的结构以控制振动。或者在柔性梁上采用阻尼减振器、阻尼材料、复合型阻尼金属板、、阻尼合金或用粘弹性大阻尼材料形成附加阻尼结构均属于被动阻尼控制。近年来粘弹性大阻尼材料用于柔性机械臂的振动控制已引起高度重视。早期人类就设计出了如此多的电机品种和类别,各有各的特长和优点-苏州恩畅。江西维修伺服电动缸设备制造
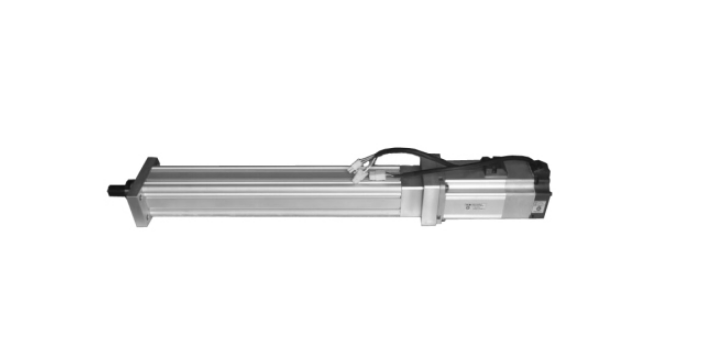
气动焊钳两个电极之间的开口度一般只有两级冲程-苏州恩畅。河南设计伺服电动缸维修
气动焊钳两个电极之间的开口度一般只有两级冲程。而且电极压力一旦调定后是不能随意变化的。近年来出现一种新的电伺服点焊钳,如图4所示。焊钳的张开和闭合由伺服电机驱动,码盘反馈,使这种焊钳的张开度可以根据实际需要任意选定并预置。而且电极间的压紧力也可以无级调节。这种新的电伺服点焊钳具有如下优点:1)每个焊点的焊接周期可大幅度降低,因为焊钳的张开程度是由机器人精确控制的,机器人在点与点之间的移动过程、焊钳就可以开始闭合;而焊完一点后,焊钳一边张开,机器人就可以一边位移,不必等机器人到位后焊钳才闭合或焊钳完全张开后机器人再移动;2)焊钳张开度可以根据工件的情况任意调整,只要不发生碰撞或干涉尽可能减少张开度,以节省焊钳开度,以节省焊钳开合所占的时间。3)焊钳闭合加压时,不仅压力大小可以调节,而且在闭合时两电极是轻轻闭合,减少撞击变形和噪声。点焊机器人FANUCR-2000iB焊接机器人焊接应用编辑焊接机器人工作站(单元)如果工件在整个焊接过程中无需变位,就可以用夹具把工件定位在工作台面上,这种系统既是**简单不过的了。但在实际生产中,更多的工件在焊接时需要变位,使焊缝处在较好的位置(姿态)下焊接。对于这种情况。河南设计伺服电动缸维修
上一篇: 浙江集成伺服电动缸费用
下一篇: 苏州伺服电动缸维修价格