经济型防排烟风管工厂
虽然22K311-5《防排烟系统设备及部件选用与安装》中金属风管外包覆常见构造里有复合铝箔岩棉板的包覆做法,但实际上这种做法存在诸多弊端:(1)铝箔面的寿命及粘接可靠性存在问题。施工过程中四个边角裸露岩棉,采用普遍的铝箔胶带收口封边存在可靠性问题。这种自粘接的铝箔胶带一般随着胶带内粘接剂的挥发而丧失沾性,从而自行脱落,进而导致岩棉纤维外落。再者,与岩棉板本体复合的铝箔纸的厚度及强度一般均不会提供相应的技术指标,设计选型时也没有相关技术要求,会造成后期施工单位、监理及相关部门验收在后期监管出现无任何验收依据的问题。(2)这种包覆需采用金属焊钉固定在内层镀锌钢板上,那焊钉与内层钢板针状焊接点的可靠性在潮湿环境下随着焊接点的腐蚀将存在重大质疑。另外,每个平方20个以上的焊点对钢板镀锌层的损坏是毋庸置疑的。(3)风管外观的视觉美观性及舒适性特别差。风管表面因每个平方米需加钉子固定而凹凸不平,降低美观度。尤其目前地下车库大面积的防排烟风管由于吊装高度比较低,使得风管的外观设计在美观度上有更高的要求。强烈的汽车灯光反射光干扰也已成为有关专业人士的探讨热点。荣势防排烟风管为您提供一站式服务。,从设计到生产,从安装到维护。经济型防排烟风管工厂
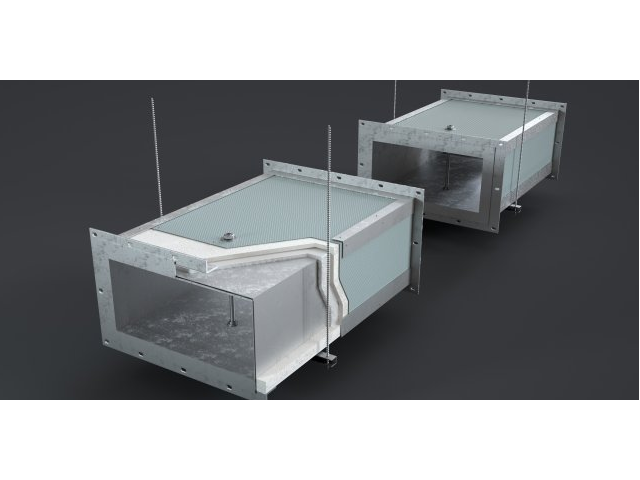
防排烟风管
洁净厂房的空气质量对于生产过程和产品质量的稳定性至关重要。为了确保空气洁净度,我们采用先进的技术和材料,制造出无TVOC挥发、无粉尘粒子释放的洁净风管。我们的产品经过特殊处理,能够有效地抑制细菌、病毒等微生物的生长,从而保持空气的清洁和卫生。此外,我们的洁净风管还具有高效过滤性能,能够过滤掉空气中的微小颗粒和有害气体,保证空气的质量和生产环境的卫生。选择上海荣势,就是选择专业和信赖!我们将为您提供高质量的产品和服务,为您的洁净厂房保驾护航!经济型防排烟风管工厂上海荣势环保科技,为您提供专业、高质量的洁净式防排烟复合风管。

防排烟风管下料加工风管板的拼接采用单咬口,转角缝采用联合角咬口。风管板材先进行脱脂,然后在风管制作区剪切、咬口、折方、局部脱脂、一次清洗。脱脂用中性洗涤剂除去表面油脂,局部脱脂是除去剪切、咬口部位粘带设备润滑油脂,一次清洗用清水冲净,白绸布揩干。然后进入风管制作区经二次清洗后进行组装,风管不得有横向拼接缝,尽量减少纵向接缝,矩形风管底边宽度等于或小于800mm时,其底边不得有纵向拼接缝。风管闭合缝要用木锤敲打,禁止用铁锤,闭合缝应密实、平整。风管的弯头应视具体型式设单层导流叶片,数量符合规范要求。f.风管成型、加固风管与法兰连接采用翻边铆接,翻边不小于6mm,翻边应平直并贴紧法兰,法兰四角不得有孔洞。风管铆钉采用优平头镀锌铆钉。风管的加强采用角钢框,与横向接缝的极限间矩按要求确定。
上海荣势感谢您选择我们的产品和服务。我们致力于为您提供全方的服务支持,以确保您的项目顺利进行并达到预期效果。以下是我们的服务内容:售中服务:1.我们将安排专职客户经理在项目全过程中提供7*24小时的服务,协助您处理合同、订单、排产和物流等工作。2.我们将安排专业技术人员对项目进行全程技术支持,确保项目的顺利进行。3.我们将提供完善的产品报验资料,以配合项目后期的竣工验收工作。为您提供全方的服务支持以方便您项目的顺利。消防排烟风管,认准科境环境,一站式通风管道工程服务商。
若用于排烟系统的复合风管本身使用的板材为硬质,内衬不加彩钢的情况下皆可满足抗风压强度要求,其风管内壁金属板的厚度是否需要参照《通风与空调工程施工质量验收规范》(GB50243-2016)中的规定执行?専家们指出,该规定对象并不包含采用新工艺制作且具备髙強度的复合成品风管。当厂家提供对应风管系统满足《非金属及复合风管》JG/T258-2018要求强度的型式检测报告时,即可视为其风管各组成部分的材质、厚度等参数均已足够确保风管强度。蕞后,关于复合风管板材耐火隔热层是否应满足《建筑防烟排烟系统技术标准》(GB51251-2017)中,専家们认为,该要求是针对岩棉、玻璃棉等常规隔热材料提出的。鉴于新材料在复合风管制作过程中的应用,当厂家能提供复合风管满足相应耐火极限要求的型式检验报告时,该复合风管板材耐火隔热层的材质、厚度等均不受40mm的限制。综上所述,通过専家们的解读和答疑,建筑防排烟系统技术疑难问题得到了初步澄清。但在实际工程中,建设单位、施工单位和监理单位仍需严格遵循相关标准规范,确保防排烟系统的可靠性与安全性。应急管理部四川消防研究所两位専家,针对施工现场风管实际性能与测试性能的一致性问题,认为。防火风管-防排烟风管-气凝胶防火板-耐火极限-上海荣势!隔热型防排烟风管答疑解惑
荣势风管,为您的洁净空间提供绝妙的防排烟解决方案。经济型防排烟风管工厂
防排烟风管制作施工前要认真熟悉图纸,对工人进行技术交底,组织对标准规范学习,按系统绘制加工草图。b.风管制作流程材料验收→板材清洗、脱脂→放线下料→咬口→折方→密封胶密封→合缝→铆接法兰→型钢加固→密封胶密封→质量检查→洗涤液清洗→清水清洗→绸布揩擦→塑料膜密封→编号、存放c.风管制作必须经过实测、实量,特别是弯头、三通、来回弯等配件。风管预制深度不得超过80°,避免不必要的返工。d.法兰加工为保证本工程风管质量,风管全部采用法兰连接。法兰在风管制作区加工,加工时其内径应比风管外径大2~3mm,法兰四角应设螺栓孔,铆钉孔距法兰内缘不大于3mm,打螺栓孔时应注意使孔的位置处于角钢中心。同一规格的法兰应能通用。法兰加工完毕,应及时清渣、除锈、刷漆,法兰除锈应露出金属本色,油漆采用优磷化底漆,锌黄环氧底漆和环氧磁漆,不得使用一般的红丹漆和调合漆。漆层应无漏涂、起泡、露底现象。经济型防排烟风管工厂
上一篇: 批发防排烟风管
下一篇: 复合防排烟风管加盟费用