浙江怎样太阳能全自动生产线结构设计
如何看待有报道说”生产光伏电池组件会产生大量污染的消息?光伏电池组件生产包括多晶硅、硅锭硅片、光伏电池组和光伏组件几个产业链环节,相关污染的报道主要是指光伏组件的原材料、高纯多晶硅生产中产生的副产物,高纯多晶硅生产主要是使用改良西门子法,该法将冶金级硅转化成三氯氦硅,在加氢气还原成太阳能级多晶硅,另外会形成副产物氯化硅,四氯化硅遇潮湿空气即分解成硅酸和氯化氢,如果处理不当会产生污染问题,但是目前我国多晶硅生产企业采用的改良西门子法已可做到闭环生产,将副产物四氯化硅和尾气回收利用,实现清洁生产。2010年12月国家发布了《多晶硅行业准入条件》,规定还原尾气中四氯化硅、氯气回收利用率不低于98.5%、99%,因此成熟的改良西门子法生产技术完全满足环保要求,不会产生环境污染问题。生产线的布局和工艺流程,合理规划设备的摆放位置,以提升生产效率和产品质量。请您致电无锡启福自动化。浙江怎样太阳能全自动生产线结构设计
太阳能全自动生产线
在组件高功率化发展的大背景下,在组件生产过程中采用了主流的半片技术,有效降低组件内部电池片的电流热损耗,提升发电功率,降低热斑风险。切割技术的变革,金刚线细线化、设备自动化使硅片产能和品质得到质的飞跃,另一方面推动硅片的多样化、薄片化,不断降低硅片成本,助力降低度电成本。
组件生产高效化发展格局不断深化。使用全自动高速串焊机,将互联条焊接到电池负极的主栅线上,通过互联条将电池片正面和周围电池片背面电极相互串焊。阳光能源串焊机兼容多主栅、半片、双面、大尺寸电池片、全黑组件等各类规格和技术。
将串焊后的电池串、玻璃、EVA和背板等材料按次序层叠在一起,保证电池串与玻璃等材料的位置对应,同时调整好电池间距,为后续进行层压做好准备。
在层压前,进行严格的EL检测,确保产品无隐裂、碎片、断栅等;同时进行外观检测,主要检查电池片是否存在崩边、掉角、虚焊等问题,确保产品性能和安全。 江苏现代化太阳能全自动生产线欢迎选购自动化生产线能够提高生产效率,降低人力成本。欢迎咨询无锡启福自动化科技有限公司。
适用组件类别:(1)5主栅,多主栅,背接触,金属穿孔,异质结,N型2)全片,半片,叠瓦3)有框,无框无C面,无框4)常规,双玻/双面,轻质组件,薄膜组件相较于传统的人工检测,AI机器视觉智能检测,EL影像自动识别系统更具有优势,不仅检测内容范围广,速度快,且追溯性强,自动识别报警,数据实现互通共享。检测内容:隐裂,破片,断栅,虚焊,混档,黑斑,短路,删距可检测的组件类型:单晶全片,多晶半片,单晶半片,外观,密栅,叠瓦,多晶全片
电池片
光伏组件可分为晶硅组件和薄膜组件。与薄膜组件相比,晶体硅组件在市场份额方面依然占有优势。减少硅材料的损耗,增加硅锭/硅棒尺寸、增加硅片尺寸和减薄硅片厚度将是晶体硅行业上游各环节不变的发展趋势。与多晶硅相比,单晶产品转换效率更高。
光伏玻璃
光伏玻璃光伏玻璃构成光伏组件的外层,既要高透光、坚固、耐风霜雨雪,还要经受沙砾、冰雹的冲击。现在多在玻璃表面进行单层或者多层镀膜工艺,以提高透光性以及耐候性等。为了控制组件重量,双玻组件(尤其是背面)倾向于使用2mm甚至更薄的超薄玻璃,推动了光伏玻璃的薄片化趋势。
胶膜
胶膜光伏电池封装胶膜是一种热固性有粘性的胶膜,用于放在玻璃和电池片之间,以及电池片和背板之间,起到粘结和密封的作用。目前较多应用的是EVA胶膜,POE和EVA+POE+EVA(EPE)类型的也日益增多。紫外截止型、高透型、白色高反射型,抗PID型,抗蜗牛纹型等不同特性的EVA胶膜,以及交联型和热塑型POE胶膜等成为胶膜开发的热点,POE胶膜的耐候性和水汽阻隔性能等更优。 生产线能够实现太阳能电池板的自动化质量追溯和质量改进。迎咨询无锡启福自动化科技有限公司。
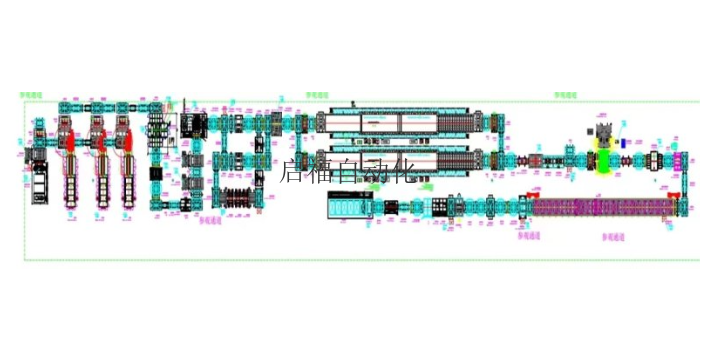
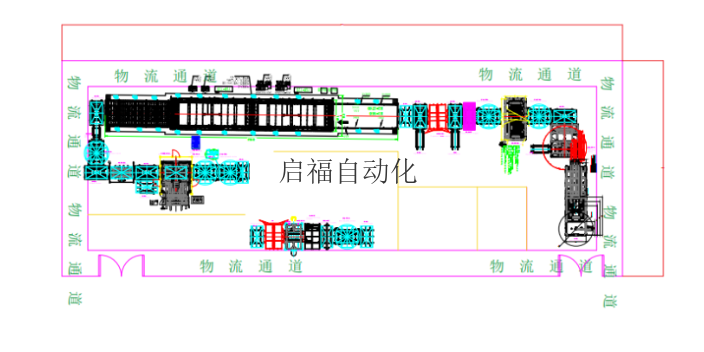
太阳能全自动化生产线是一种高效、智能的生产设备,它以可持续发展的理念为基础,致力于推动绿色环保产业的发展。该生产线采用先进的技术和创新的设计,为太阳能行业提供了可靠的解决方案。 太阳能全自动化生产线的特点之一是高效率。它能够实现自动化生产,提高了生产效率和产品质量。通过精确的控制系统和智能化的操作界面,生产线能够实现高速、高精度的生产过程,从而提高了生产效率,降低了生产成本。 另一个特点是可靠性。太阳能全自动化生产线采用了先进的工艺和材料,确保了设备的稳定性和可靠性。它能够长时间稳定运行,减少了设备故障和停机时间,提高了生产线的稳定性和可靠性。 太阳能全自动化生产线还具有灵活性。它能够适应不同规格和要求的太阳能产品生产,具有较强的适应性和扩展性。生产线可以根据客户需求进行定制,满足不同生产需求,提供个性化的解决方案。太阳能自动化生产线可以减少人工操作,无锡启福值得您信赖!江苏现代化太阳能全自动生产线欢迎选购
自动化生产线能够实现太阳能电池板的自动化生产工艺改进和创新。无锡启福值得您信赖!浙江怎样太阳能全自动生产线结构设计
层压是组件生产流程中的关键工序,将铺设好的组件放入层压机内,然后将组件内空气抽出至真空状态,对其加热并加压,使EVA熔化得以将电池、玻璃和背板紧密粘接,降温固化取出组件。
层压工序结束后,还需对组件进行削边,并对产品再次进行严格的外观和EL检测。层压前后的两次EL检测确保了产品质量。
使用硅胶填充的铝合金边框和电池组件缝隙以密封组件,不仅能延长产品使用寿命也便于后期的工程安装。用铝合金材质的边框对组件进行装框,以此增加组件的强度。此外,使用自动搓角机将组件边框打磨规整平滑。通过使用接线盒自动焊接机,首先将组件正负极引线穿过接线盒引线孔,接着把引线焊在搪过的焊接片上,然后焊接二极管。
使用自动灌胶机,将固定配比的AB胶注入接线盒。待组件灌胶完成之后,进入固化房进行4个小时的固化,固化房温度严格控制在25±2度,湿度保持在50%~60%之间,以此保证接线盒固化的稳定性。
清洗设备,去除表面的污渍,以增强透光率。在终检前,阳光能源组件还要经历严苛的功率测试、绝缘耐压测试和EL测试等,确保交付到客户手中的产品在性能方面稳定可靠。 浙江怎样太阳能全自动生产线结构设计
上一篇: 江西生产线太阳能全自动生产线结构设计
下一篇: 湖南发电光伏组件封装设备服务