内江电子吸塑包装
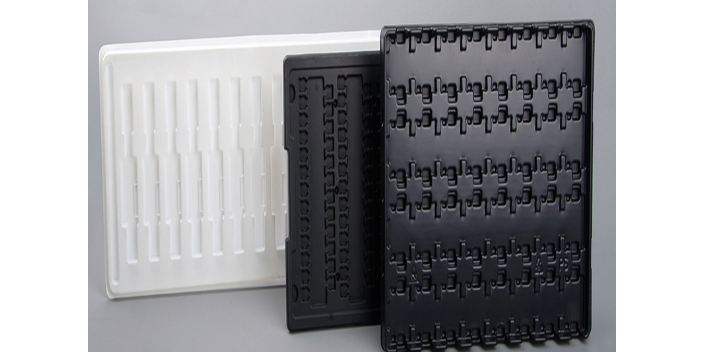
PS密度小(质轻)、环保无毒,可塑性非常好,韧性差易脆,不可做成通明材料,因此只能做成底托类吸塑,因其易裂,此类吸塑不宜回收PP材质特别软,韧性好,环保无毒、耐高温,常被做成餐饮器具或其他耐高温产品的包装;但其可塑性差,加工难度大,表面光泽度差,而且加工时颜色会变浅。PET-G物理性质同A-PET差不多,但可以高周波热合,其价格比A-PET还贵80%.PS密度小(质轻)、环保无毒,可塑性非常好,韧性差易脆,不可做成通明材料,因此只能做成底托类吸塑,因其易裂,此类吸塑不宜回收PP材质特别软,韧性好,环保无毒、耐高温,常被做成餐饮器具或其他耐高温产品的包装;但其可塑性差,加工难度大,表面光泽度差,而且加工时颜色会变浅。PET-G物理性质同A-PET差不多,但可以高周波热合,其价格比A-PET还贵80%.托盒包材一般没什么大问题,但是偶尔也会发生托盒有异味;内江电子吸塑包装
目前的连线过油方式(一般采用水性吸塑油),可以缩短时间,但是吸塑效果不佳。过油过程主要控制的目标:过油量大小合适(一般约 3-5g/m2 ,视材料表面性能、吸塑油浓度不同而有所差别)、吸塑油充分渗透。涂布过程须控制好涂布量大小,确保膜层表面的流平 性、光泽度、渗透效果、干燥性等;吸塑过程主要控制好温度、压力、时间等条件,确保吸塑效果。①吸塑油涂布厚度要适当。通过调节计量辊与涂布辊之间的空隙或选择合适的网纹辊,确保涂布吸塑油时要有足够的量,不足时可多过一次吸塑油,需保证纸卡表面油层无明显起皱,否则容易出现吸塑不稳定情况;内江电子吸塑包装月饼吸塑托盘制作模具;

同时吸塑设备小于10台的生产环境中安装一些工业用的负压风机,加速车间内的空气流通,但需要注意的是风机的换气次数不小于60次/小时为好,因为换气次数快产生的风速感会让车间内的工作人员感觉到凉快舒服。好的降温方法是一种既排热又降温的方法,只有这样才能很好适应车间自身产生热量比较大的环境,现在比较通用的方法就是湿帘冷风机通风降温系统。采用此方案的车间一般需降温工位比较分散,或工位距离设备安装点较远,亦或是车间工艺要求送风风速不能太高。这种情况下若采用车间整体降温方式,太过浪费投资和能耗,所以采用湿帘冷风机岗位送风较为合理。
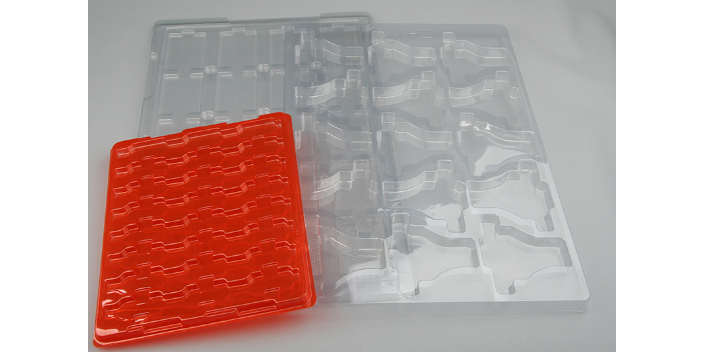
包装的生产使用只是一个过程真正的实体还是物品因此外观过于靓丽型的包装不适合用在物品上主要是包装的亮点将物品的外观给占有了。吸塑盒包装也要从搭配的角度出发,才能很好地体现出真实的包装效果。要想生产出价值性的包装也要有生产商与物品商的一起合作才能将包装做到精致,很多物品商将要做的物品给了加工厂后什么都不说就要求做好,当然也不是说这种物品商会有什么不好之处,更好的包装是需要物品商以及生产厂家一起的合作才能挖掘出包装与物品之间的亮点也不会生产出浪费的包装。然后冷却分切出一大张托盒(同模具大小一样)。
传统吸塑过程,采取背面加热方式,加热版受热,通过纸卡背面加热传递热量到吸塑油表面及吸塑罩,完成吸塑成型过程,其吸塑温度相对恒定无法快速调整;热量传递受纸张厚度影响很大,越厚的纸张热量越难迅速传递到吸塑罩上,因此一定要给足够吸塑压合时间让热量充分 传递到吸塑罩上方可保证吸塑效果。加热片式吸塑机,在吸塑罩表面加热传递热量到吸塑油表面,完成吸塑成型过程,其吸塑温度可快速调整;由于加热片直接与吸塑罩接触,当温度过高时,吸塑罩极易受热变形且热量较难传递到吸塑油表面(吸塑罩越薄越易传递热,但越容易变形),要保证良好的吸塑效果,必须选择合适厚度的吸塑罩及调整好吸塑温度、融合时间。不需要严格要求精密度,所以一般选择吸塑工艺。内江电子吸塑包装
它一般采用吸塑成型的工艺进行生产。内江电子吸塑包装
且外形美观,便于销售,并适合机械化、自动化包装,便于现代化管理、节省人力、提高效率。2,吸塑和胶盒的原材料耐化学性好,有良好的耐酸,耐碱,耐各类有机溶剂,可以长期放置而不发生氧化。吸塑工艺过程包括:印刷涂布吸塑油的工艺过程和吸塑热封工艺过程。目前有三种方式实现涂布过程:离线过油机满版过油、丝印局部过油、胶印连线过油。离线涂布和吸塑工艺一般要求产品印刷完后放置至少72小时,待大面积深色油墨区域完全干燥彻底后,方可过在表面过吸塑油,再放置至少24小时后方可进行吸塑过程。内江电子吸塑包装
上一篇: 出口医药吸塑包装推荐
下一篇: 资阳吸塑杯盖工厂直销