








绍兴大扫除现场标准化
现场标准化主要包括以下内容:
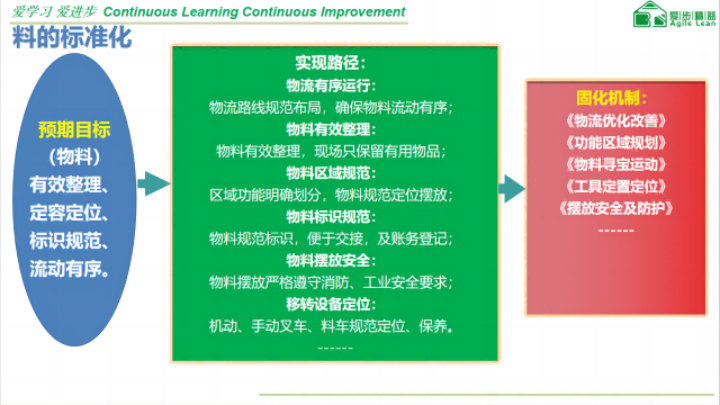
1.整理、整顿、清扫、安全:这是现场管理的基础,如果不进行标准化,员工就只能按自己的理解去做,实施的程度就会很有限。要彻底进行整理、整顿、清扫、安全工作,就必须重视作业的标准化,以维持整理、整顿、清扫、安全工作必要的实施水准,避免由于作业方法不正确而导致实施水准不高、工作效率过低和可能引起的对设备及人身造成的安全事故。
2.制定工作标准:要尽量做到数字化,与绩效考核结合起来,并注意可操作性。当生产现场出现问题时,通过分析问题,找出问题发生的原因,确定解决问题的方法后,必须对原有的工作程序加以检查,将原有的工作标准进行修订或制定新的工作标准,这有利于将6S改善成果维持下去,防止问题再次发生。
3.构建标准化的校验作业体系:以“管理规范化、作业标准化、安全标准化、设备标准化”为主要内容,以完善制度、健全体系、规范标准为主线,以开展标准化车间、标准化班组和标准化制度工作为手段,以规范主要校验工作流程、操作方式为重点,构建标准化的校验作业体系。
总的来说,现场标准化是通过对现场环境的管理和改进,提高工作效率和质量,保障生产安全和稳定的一种管理方法。
如何评估现场标准化管理的效果?绍兴大扫除现场标准化
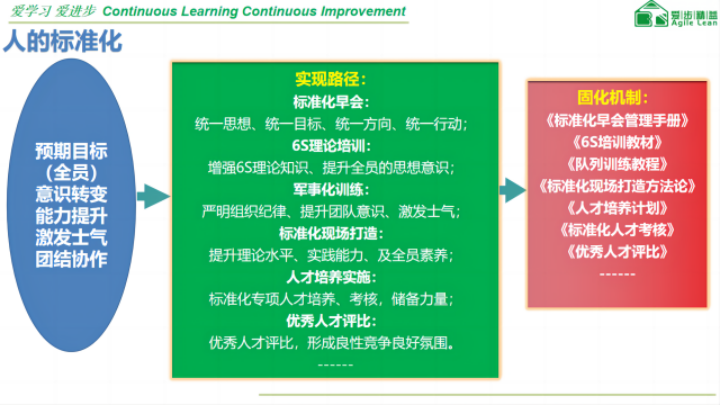
明确操作流程:首先,需要明确每个步骤的操作流程,包括所需的工具、材料、步骤和注意事项。这有助于确保每个操作都按照标准流程进行,并减少出错的可能性。培训操作人员:操作人员需要接受相关的培训,了解每个步骤的具体操作方法、注意事项和应急处理措施。这有助于确保他们能够正确、安全地执行每个操作。制定检查表:为了确保每个步骤都得到执行,可以制定一个检查表,列出每个步骤的执行情况。操作人员需要在完成每个步骤后,在检查表上打勾或填写相关信息。这样可以确保每个步骤都得到了检查和验证。监控和记录:对于重要的操作,可以通过视频监控或其他方式进行监控和记录。这有助于确保操作的正确性和安全性,并可以在出现问题时提供证据。定期审核和改进:定期对操作流程进行审核和改进,以确保它们仍然符合标准。这包括检查操作流程的效率、安全性和准确性,并根据需要进行调整和改进。总之,现场标准化操作需要明确流程、培训人员、制定检查表、监控记录以及定期审核和改进。这些措施有助于确保操作的正确性和安全性,提高工作效率和质量。绍兴大扫除现场标准化如何建立有效的激励机制以促进持续改进?
5S之油漆作战是指在5S生产管理活动中,通过涂漆来维护和翻新设施的方法。以下是油漆作战在5S中的具体应用:1.**清扫阶段**:在5S的清扫阶段,除了进行彻底的清扫,还要解决一些设施的破损、设备锈迹斑斑、地面墙面油漆脱落等问题。这些问题光通过清扫是无法解决的,需要通过涂漆等措施来进行翻新和维护。2.**整顿阶段**:在整顿阶段,可以选定需要进行涂漆的区域和设备,并进行记录。同时,要制定涂漆的标准,如颜色、厚度和干燥时间等。3.**清洁阶段**:在清洁阶段,可以根据制定的涂漆标准,对设施进行涂漆。在这一过程中,要注意确保工作区域的安全,并佩戴适当的防护装备。4.**标准化阶段**:在标准化阶段,要对涂漆的过程进行总结,并制定出涂漆的标准和流程。同时,要将这些标准和流程进行标准化,以便在今后的生产管理中进行应用。总之,油漆作战在5S生产管理活动中起着重要的作用,能够通过涂漆来维护和翻新设施,提高生产管理的效率和设施的使用寿命。
6S就是整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SEIKETSU)、素养(SHITSUKE)、自检(SELF-CRITICISM)六个项目,因均以“S”开头,简称6S。1.整理:将工作场所的任何物品区分为有必要和没有必要的,除了有必要的留下来,其他的都消除掉。2.整顿:把留下来的必要用的物品依规定位置摆放,并放置整齐加以标识。3.清扫:将工作场所内看得见与看不见的地方清扫干净,保持工作场所干净、亮丽的环境。4.清洁:将整理、整顿、清扫进行到底,并且制度化,经常保持环境处在美观的状态。5.素养:每位成员养成良好的习惯,并遵守规则做事,培养积极主动的精神(也称习惯性)。6.自检:员工在每天下班前自我反省当天的6S执行情况,目的是阻止问题和偏差的发生,促进企业精细化管理。通过6S管理,企业可以营造一个干净、整洁、舒适、高效的工作环境,提高工作效率,并塑造良好的企业形象。如何构建企业特色的现场标准化管理体系框架?
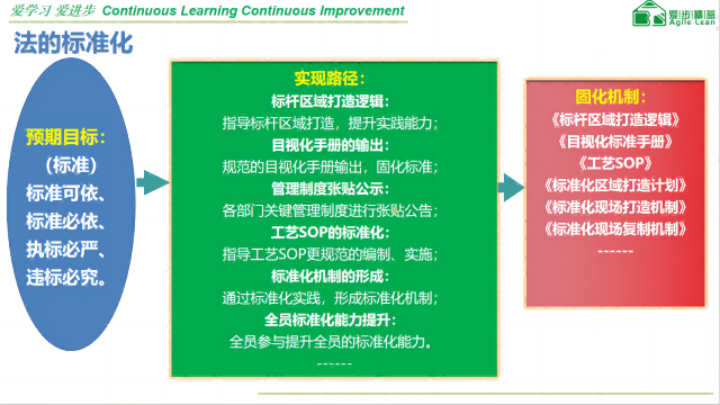
法的标准化 预期目标:(标准)标准可依、标准必依、执标必严、违标必究。
实现路径:标准区域打造逻辑:指导标准区域打造,提升实践能力;目视化手册的输出:规范的目视化手册输出,固化标准;管理制度张贴公示:各部门关键管理制度进行张贴公告;工艺SOP的标准化:指导工艺SOP更规范的编制、实施;标准化机制的形成:通过标准化实践,形成标准化机制;全员标准化能力提升:全员参与提升全员的标准化能力。
固化机制:《标准区域打造逻辑》《目视化标准手册》优化编制16份《工艺SOP》《标准化区域打造计划》《标准化现场打造机制》《标准化现场复制机制》 5S之形迹管理如何开展?绍兴大扫除现场标准化
如何提高中层管理者在现场标准化管理中的执行力?绍兴大扫除现场标准化
现代6S演变历程
6S起源于日本,是指在生产现场对人员、机器、材料、方法、信息等生产要素进行有效管理。整理(Seiri)、整顿(Seiton)、清扫(Seiso)、清洁(seiketsu)、素养(Shitsuke)安全(Security)是日语外来词,在罗马文拼写中,首字母都为S,所以日本人称之为6S。
多年前流行于日本的家庭管理方式,针对物与地的整理整顿。
1955年盛行“安全始于整理整顿,终于整理整顿”,提出“2S”。
1986年,首本6S改善专著问世,日本全国掀起5S热潮。
以丰田公司为力量的一大批倡导企业的推进使之活性化。
巨大的改善促进作用逐渐为各国管理界所青睐。 绍兴大扫除现场标准化
上一篇: 年度规划SaaS智能营销平台咨询热线
下一篇: 泉州SaaS智能营销平台AI写文

