许昌定制五轴
在维修五轴机床的过程中,可能会出现以下一些问题:1.机床故障诊断问题:五轴机床故障种类繁多,有些故障可能比较隐蔽,需要经验丰富的维修人员进行准确的故障诊断。2.零部件缺失或损坏问题:在维修过程中,可能会发现机床某些零部件缺失或损坏,需要及时更换或修复,否则会影响机床的正常运转。3.维修工具和设备问题:五轴机床维修需要使用一些专业的工具和设备,如果这些工具和设备不足或不齐全,就会影响维修效率和质量。4.维修安全问题:五轴机床是一种大型机械设备,维修过程中需要注意安全,避免发生意外事故。5.维修成本问题:五轴机床维修成本较高,如果维修过程中发现机床某些零部件需要更换或修复,可能会导致维修成本增加。6.维修周期问题:五轴机床维修周期较长,如果机床出现故障,可能会导致生产计划延误,影响生产进度和效益。7.维修人员素质问题:五轴机床维修需要经验丰富、技术熟练的维修人员,如果维修人员素质不高,可能会导致维修效果不佳。综上所述,在维修五轴机床的过程中,需要注意以上问题,并采取相应的措施进行预防和解决。同时,也需要加强维修人员的培训和技能提升,以提高维修效率和质量水平。 浙江Rtcp五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。许昌定制五轴
对模具无方向变化直线的铣削要想铣削没有方向变化的一条直线,只要刀尖划条直线便可,若是方向需要改变,刀尖划条曲线便可,刀具刀尖方向被改变,这时再想要直线,就要给这条曲线以必须的补偿,应用五轴加工中心这点是极其重要的。控制系统若未考虑到刀具的长度,刀具是围绕轴中心来旋转的,刀具的刀尖不能够固定,极有可能会移出当前的工作位置,但是在五轴加工中心的系统中具备五轴控制功能,在加工模具的操作中,使用五轴控制系统虽然刀具的方向被改变,但其刀尖的位置是可以保持不变的,这个过程中xyz轴必须的补偿运动同时也被自动计算进去,此时加工精度明显提高。常州五轴推荐徐州Linux CNC五轴售后服务哪家好,欢迎咨询宁波米控机器人科技有限公司。
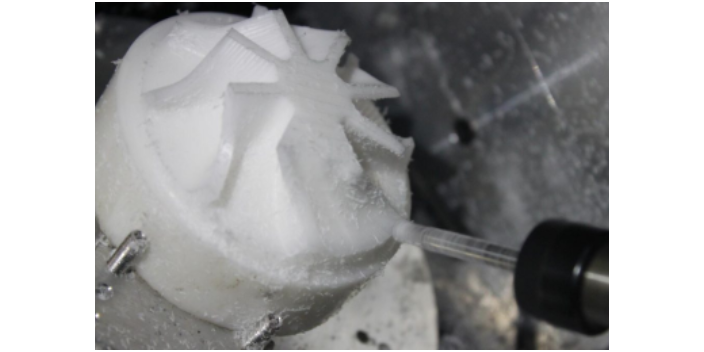
模具侧壁的加工对模具侧壁的加工,应用三轴加工中心刀具长度要比侧壁深度大,也是由侧壁深度来决定刀具长度的,若增加刀具的长度,其强度则会明显降低,若刀具长度高于3倍径,让刀现象便会发生,工件的质量将难以保证。如应用小五轴加工中心对模具的侧壁加工,能利用主轴或是工件的摆动,使刀具与模具侧壁始终呈现出垂直的状态,铣模具侧壁时可以使用平面铣刀,这样可以提高工件质量并延长刀具的使用寿命。模具较平的曲面加工对模具较平的曲面加工时,三轴加工中心需用球刀精铣,获取好的表面质量,而这种情况下需要增加刀路,但球头刀刀具的中心旋转线速几乎为零,在模具加工时对刀具损伤的程度较大,刀具的使用寿命会急剧下降,而模具表面质量也会变差。应用五轴加工中心加工较平的曲面,可以在工件上把刀具上成一定的角度再进行工件的加工,这样可以增加工件与球头刀间的相对线速,不但可以使刀具的使用寿命得到提高,工件表面质量也会大幅提高。
小五轴机床和三轴机床不同之处在于它还有两个旋转坐标,刀具位置从工件坐标系向机床坐标系转换,中间要经过几次坐标变换。利用市场上流行的后置处理器,只需输入机床的基本参数,就能够产生三轴数控机床的后置处理器。而针对五轴数控机床,目前只有一些经过改良的后置处理器。五轴数控机床的后置处理器还有待进一步开发。三轴联动时,刀具的轨迹中不必考虑工件原点在机床工作台的位置,后置处理器能够自动处理工件坐标系和机床坐标系的关系。对于五轴联动,例如在X、Y、Z、B、C五轴联动的卧式铣床上加工时,工件在C转台上位置尺寸以及B、C转台相互之间的位置尺寸,产生刀具轨迹时都必须加以考虑。工人通常在装夹工件时要耗费大量时间来处理这些位置关系。如果后置处理器能处理这些数据,工件的安装和刀具轨迹的处理都会有效简化;只需将工件装夹在工作台上,测量工件坐标系的位置和方向,将这些数据输入到后置处理器,对刀具轨迹进行后置处理即可得到适当的NC程序。上海雕刻牙齿五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。
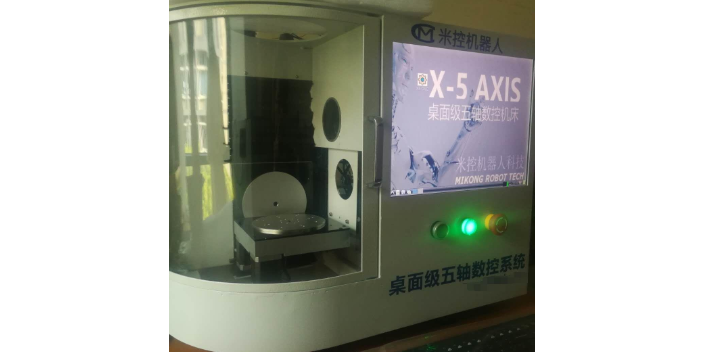
五轴机床的工作原理与普通机床相似,但是具有五个坐标轴,可以实现五轴联动加工。五轴机床通常由机床主体、控制系统、夹具和刀架等部分组成。五轴机床的加工过程通常包括以下步骤:1.夹紧工件:将待加工的工件放入夹具中,并通过机床主体上的卡盘等装置将其夹紧。2.安装刀具:根据加工要求,选择适当的刀具,并将其安装在刀架上。3.调整刀具位置:根据加工要求,通过控制系统调整刀具在五个坐标轴上的位置和角度。4.加工:启动机床,控制系统根据预设的加工程序,控制机床主体和刀架在五个坐标轴上运动,完成加工过程。5.检查和调整:加工完成后,需要对加工质量进行检查和调整,以确保加工精度和表面质量符合要求。五轴机床的工作原理基于数控技术,通过预先设定的加工程序,控制机床主体和刀架在五个坐标轴上运动,实现复杂零件的加工。五轴机床的加工精度和表面质量通常比传统机床更高,可以满足高精度和高质量的加工要求。 南京自动加工五轴质量哪家好,欢迎咨询宁波米控机器人科技有限公司。绵阳五轴厂
常州雕刻牙齿五轴价格哪家好,欢迎咨询宁波米控机器人科技有限公司。许昌定制五轴
在五轴联动NC程序中,刀具长度补偿功能仍然有效,而刀具半径补偿却失效了。以圆柱铣刀进行接触成形铣削时,需要对不同直径的刀具编制不同的程序。目前流行的CNC系统均无法完成刀具半径补偿,因为ISO文件中没有提供足够的数据对刀具位置进行重新计算。用户在进行数控加工时需要频繁换刀或调整刀具的确切尺寸,按照正常的处理程序,刀具轨迹应送回CAM系统重新进行计算。从而导致整个加工过程效率十分低下。针对这个问题,挪威研究人员正在开发一种临时解决方案,叫做LCOPS(LowCostOptimizedProductionStrategy,低耗比较好生产策略)。刀具轨迹修正所需数据由CNC应用程序输送到CAM系统,并将计算所得刀具轨迹直接送往控制器。LCOPS需要第三方提供CAM软件,能够直接连接到CNC机床,其间传送的是CAM系统文件而不是ISO代码。对这个问题的终解决方案,有赖于引入新一代CNC控制系统,该系统能够识别通用格式的工件模型文件(如STEP等)或CAD系统文件。许昌定制五轴