河北制鞋3D打印应用领域
陶瓷材料是人类使用的较古老的材料之一,但在3D打印领域属于比较“年轻”的材料。这是因为陶瓷材料大多熔点很高甚至无熔点,难以利用外部能场进行直接成形,大多需要在成形后进行再处理(烘干、烧结等)才能获得的制品,这便限制了陶瓷材料3D打印的推广。然而其有硬度高、耐高温、物理化学性质稳定等聚合物和金属材料不具备的优点,在航天航空、电子、汽车、能源、生物医疗等行业有普遍的应用前景。作为一种无须模具的成形方式,3D打印比传统的成形方式有更高的结构灵活性,有利于陶瓷的定制化制造或提高陶瓷零件的性能。3D打印逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。河北制鞋3D打印应用领域
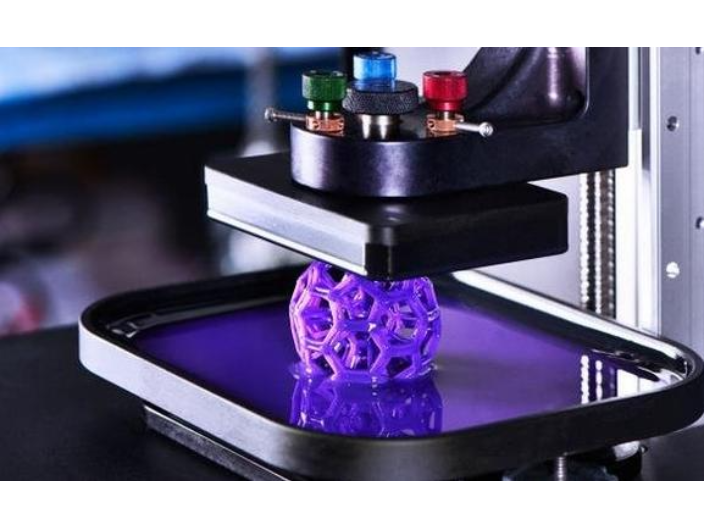
光敏树脂是较早应用于3D打印的材料之一,适用于光固化成形,主要的成分是能发生聚合反应的小分子树脂(预聚体、单体),其中添加有光引发剂、阻聚剂、流平剂等助剂,能够在特定的光照(一般为紫外光)下发生聚合反应实现固化。光敏树脂并不算一种新的材料,与其原理类似的光刻胶、光固化涂料、光固化油墨等已经在电子制造、全息影像、胶粘剂、印刷、医疗等领域得到普遍应用。在涂料领域,光固化技术因具有固化速度快、固化性能优异、少污染、节能等优点被认为是一种环境友好的绿色技术。但应用于3D打印的树脂固化厚度(一般>25μm)明显大于传统涂料的涂布厚度(一般<20μm),其在配方组成上与传统的光固化涂料、油墨等有所区别。北京艺术品3D打印工业级哪家好打印机用液体状、粉状或片状的材料将这些截面逐层地打印出来。

3D打印制造的随形水路模具工件,其水路可随着产品形状均匀分布,从而进一步降低成型周期,提高产品的附加值。随着打印工艺的持续完善,打印精度的不断提高且打印价格已降到可接受范围,3D打印随形水路工件已经受到越来越多的用户认可。注塑时塑胶产品的冷却主要靠模具冷却水路来完成,但传统冷却水路是通过铣床等机加工工艺制造,水路只能为圆柱形直孔,无法完全贴近注塑件表面,冷却效率低且冷却不均匀,导致注塑周期长、产品变形量大。3D打印的随形水路可以为任意形状、任意截面,通过改变形状和截面使随形水路均匀布置,达到更快速、更均匀的冷却效果。
3D技术即快速成形技术的一种,它运用粉末状金属或塑料等可粘合材料,通过一层又一层的多层打印方式,来构造零物件。模具制造、工业设计常将此技术用于建造模型,现在正向产品制造的方向发展,形成“直接数字化制造”。在一些高价值应用中也已经有打印而成的零部件出现。简单来说,3D打印,就是在普通的二维打印的基础上再加一维。打印机先像普通打印一样在一个平面上将塑料、金属等粉末状材料打印出一层,然后在将这些可黏合的打印层一层一层的粘起来。通过每一层不同的“图形”的累积,后面就形成了一个三维物体。就像盖房子一样,砖块是一层一层的,但累积起来后,就成一个立体的房子了。一般的五金类和塑料类板材都能进行CNC机加工,而且成型部件致密度要比3D打印好。

3D打印随形冷却模具镶件在注塑模具上有了越来越多的应用。毅速激光(ESU)所做的随形水路模具镶件,普遍应用在包装、汽车、电子3C、医疗、家电等行业,例如:电子3C行业中的游戏手柄模具、充电器外壳模具,包装行业中的PEGT热流道倒桩模,汽车行业中的保险丝盒、汽车连接器等模具。根据注塑件形状复杂程度,可降低冷却时间20%至80%;根据注塑件形状,可减少变形量15%至90%;模具成本略有增加,但综合注塑产能、良品率等因素,效益大幅提高;随形水路应用范围广,可用于多数注塑件的冷却优化。瞄准微米级3D打印技术可以实现微米、亚微米级精度的金属、介质、光波导等材料的3D打印。湖北工业3D打印模型
3D打印与普通打印工作原理基本相同。河北制鞋3D打印应用领域
三维打印的设计过程:先通过计算机建模软件建模,再将建成的三维模型“分区”成逐层的截面,即切片,从而指导打印机逐层打印。设计软件和打印机之间协作的标准文件格式是STL文件格式。一个STL文件使用三角面来近似模拟物体的表面。三角面越小其生成的表面分辨率越高。PLY是一种通过扫描产生的三维文件的扫描器,其生成的VRML或者WRL文件经常被用作全彩打印的输入文件。三维打印机的分辨率对大多数应用来说已经足够(在弯曲的表面可能会比较粗糙,像图像上的锯齿一样),要获得更高分辨率的物品可以通过如下方法:先用当前的三维打印机打出稍大一点的物体,再稍微经过表面打磨即可得到表面光滑的“高分辨率”物品。有些技术可以同时使用多种材料进行打印。有些技术在打印的过程中还会用到支撑物,比如在打印出一些有倒挂状的物体时就需要用到一些易于除去的东西(如可溶物)作为支撑物。河北制鞋3D打印应用领域
上一篇: 四川房地产3D打印
下一篇: 上海玩具3D打印成品