铜陵PPR管材生产线维护
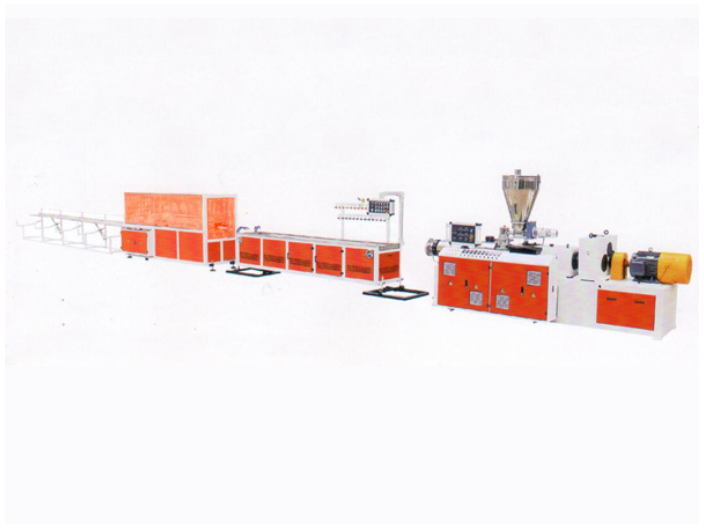
分享几点增加PVC管材硬度的技巧:1、稳定器的挑选是非常重要的。稳定剂(铅盐稳定剂、钙锌稳定剂等)应具有良好的热稳定性、内外润滑平衡性和稳定性。不能用便宜的稳定剂。2、填料(钙粉)的沉淀量应在。考虑到硬度和撕裂强度,钙粉不得超越,还能够参加适量的纳米钙以进步强度;3、CPE用量不宜过大,CPE用量会影响管道的硬度;CPE应选用分子量大、含氯量规范、不大于35%且无残留的;4、如果稳定性不行,能够补偿少数的金属皂;5、钛白粉会影响撕裂强度,挑选细粒度。6、润滑油不能用得太差,一定要用得好,主张用聚乙烯蜡。总用量约为,不宜过多,使产品在变形时遇到外力时,PVC分子链衔接不易受到破坏;7、改造可挑选CPE+ACR体系、ACR+MABS体系或CPE+MABS体系。 我们的生产线采用先进技术,能够高效地生产各种产品。铜陵PPR管材生产线维护
⑦安装定型套并调整就位,检查主机,定型套与牵引机的中心线是否对准。调整后,紧固固定螺栓。连接定型套各水管和真空管。⑧开启加热电源,对机头、机简均匀加热升温。时打开加料斗底部和齿轮箱的冷却水及排气真空泵的进水阀门。加热升温时各段温度先调到140℃,待温度升到140°℃时保温30-40min,然后再将温度升到正常生产时的温度。待温度升到正常生产所需温度时,再保持10min左右,以使机器各部分温度趋于稳定,方能开车生产。保温时间长短根据不同型号挤出机和塑料原料品种而有所不同。保温一段时间,以使机器内外温度一致,以免仪表指示温度已达到要求温度,而实际温度却偏低,此时如果将物料投入挤出机,由于实际温度过低,物料熔融粘度过大,会引起轴向力过载而损坏机器。⑨将开车所用原料送入料斗,以备使用。 济南单壁波纹管材生产线调试山东钢丝网骨架生产线哪家好?

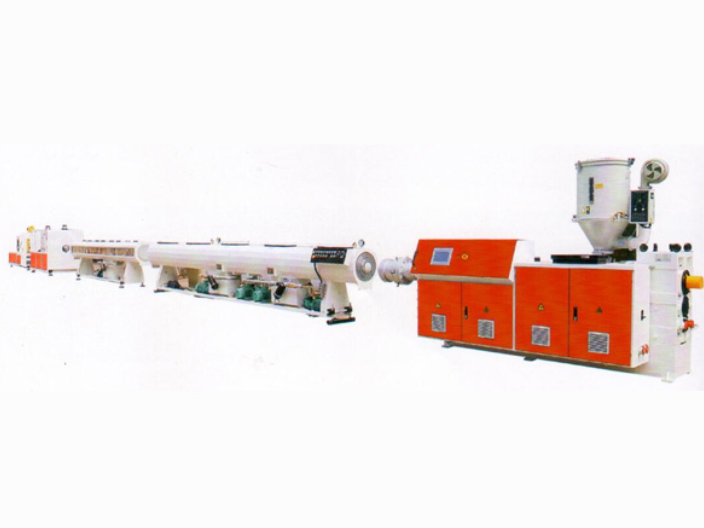
钢丝网骨架增强PE复合塑料管(以下简称复合管材)是无锡盛得环境设备制造有限公司开发的一种新型复合管材。这种复合管材采用经过包覆处理的度钢丝对现有的纯PE管进行缠绕增强,使管材的公称压力很容易达到:5MPa以上(口径≤φ110)、3MPa(口径≤φ200)和2MPa(口径≤400),而且管材壁厚低于纯PE管。这种复合管材既可以在无锡盛得环境设备制造有限公司专门开发的具有自主知识产权的PE管/钢丝网骨架增强PE复合管材共线设备上生产,亦可在标准PE管材生产线上附加一些装置进行生产,使管材生产厂家既可生产纯PE管材,也可生产这种新型复合管材,而且钢丝管的特点是比普通的纯PE燃气给水管材更省料更省成本,为管材生产厂家增加了一个性能更优,成本更优的新品种。这种复合管材,可以使已得到人们认可的PE管材如虎添翼,必将为社会带来很好的经济效益。
生产线采用高密度聚乙烯(HDPE)树脂为主要原材料,采用热态缠绕成型工艺,以聚丙烯(PP)单壁波纹管为支撑结构成型的具有较高抗外压能力的缠绕B型结构壁管材,国内俗称克拉管(宝库管)。管材内表面光滑、外部为圆型增强结构,环刚度高耐冲击力强,热熔性密封连接,实属柔性管材,生产线采用PLC控制系统,人机对话智能界面,操作简单。挤压基本原理塑料制造业是一种综合型很强的技术性产业链。它牵涉到高分子化学,高分子物理,界面理论,塑料机械,塑料加工模具,配方结构设计及工艺操纵等方面。挤压理论关键科学研究塑料在挤出机内的运动情况与变化趋势。挤出机中塑料在外力作用下,于不一样温度范围内出现的高聚物的三种物理情况,与螺杆构造,塑料性能,生产加工标准之间的关系。进而进行合理工艺操纵。以做到提升塑胶制品产量与品质的目地。塑料高分子材料,在恒定的压力下受热时,于不一样温度范围内,出现玻璃态,高弹态,粘流态三种物理情况。通常塑料的成型温度在粘流温度以上。437376 单壁波纹管材生产线厂家哪家好?
工程所用钢丝网骨架塑料复合管在安装前要进行验收,主要是为了保正后期的施工的进度以及施工质量,防止返工的出现,那么主要的验收内容包括哪些呢?一、包括钢丝网骨架塑料复合管的产品合格证、质量保证书、各项性能检验报告、规格数量、包装情况及管材、管件的质量等。二、验收管材、管件时,应在同一批中抽样,必要时进行测试。三、管道工程采用的每根钢丝网骨架塑料复合管上应有明显的标志,标明产品名称、生产厂名称或商标、执行标准的编号、规格和品种,标志要在生产厂制造时印上,并且包装上应标明产品批号、名称、规格和制造日期、批量和执行标准的编号、检验代号。四、钢丝网骨架塑料复合管内表面应光滑平整,外表面应呈自然收缩状态,内外表面不允许有气泡、裂口、分解变色线及明显的机械伤痕。五、管材两端切割平整,管封、接头表面应平整光滑,无凹坑、划伤、毛刺,管封、接头与管材融结良好,无裂缝。六、管材的几何尺寸,尤其是管材、管件(包括电熔接头)的两端管口的椭圆度需在允差范围之内(不圆度应不大于3%)管材的弯曲度应符合:公称内径不大于200mm时,弯曲度不大于,公称内径不小于250mm时,弯曲度不大于,弯曲度指同方向弯曲,不允许呈S形弯曲。PERT管材生产线要多少钱?咨询无锡盛得环境设备制造有限公司。遵义PE管材生产线安装
做好PVC板材生产线的规划与布局,能给工厂带来什么好处?铜陵PPR管材生产线维护
1、开车前的准备工作⑴)用于挤出成型的塑料。原材料应达到所需要的干燥要求,必要时需作进一步干燥。并将原料过筛除去结块团粒和机械杂质。(2)检查设备中水、电、气各系统是否正常,保证水、气路畅通、不漏,电器系统是否正常,加热系统、温度控制、各种仪表是否工作可靠;辅机空车低速试运转,观察设备是否运转正常;启动定型台真空泵,观察工作是否正常;在各种设备滑润部位加油润滑。如发现故障及时排除。(3)装机头及定型套。根据产品的品种、尺寸,选好机头规格。按下列顺序将机头装好。①机头应装配在一起,整体安装在挤出机上。②装配机头前,应擦去保存时涂上的油脂,仔细检查型腔表面是否有碰伤、划痕、锈斑,进行必要的抛光,然后在流道表面涂上一层琏油。③按顺序将机头各块板装配在一起,螺栓的螺纹处涂以高温油脂,然后拧上螺栓和法兰盘。④将多孔板安放在机头法兰之间,以保证压紧多孔板而不溢料。⑤在未拧紧机头与挤出机联接法兰的紧固螺栓前应调整口模水平位置,可用水平议调方形机头水平,圆形机头则以定型模型胶底面为基准用机头口模底面调平。⑥上紧连接法兰螺栓,拧紧机头紧固螺栓,安装加热圈和热电偶,注意加热圈要与机头外表面贴紧。
铜陵PPR管材生产线维护
无锡盛得环境设备制造有限公司致力于机械及行业设备,以科技创新实现高质量管理的追求。盛得环境深耕行业多年,始终以客户的需求为向导,为客户提供高质量的钢丝网骨架管材生产线,PE管材生产线,PPR管材生产线,PVC板材生产线。盛得环境继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。盛得环境始终关注机械及行业设备行业。满足市场需求,提高产品价值,是我们前行的力量。
上一篇: 新余PVC管材生产线安装
下一篇: 宿迁PERT管材生产线维护