哪里有紫蜡打印原理
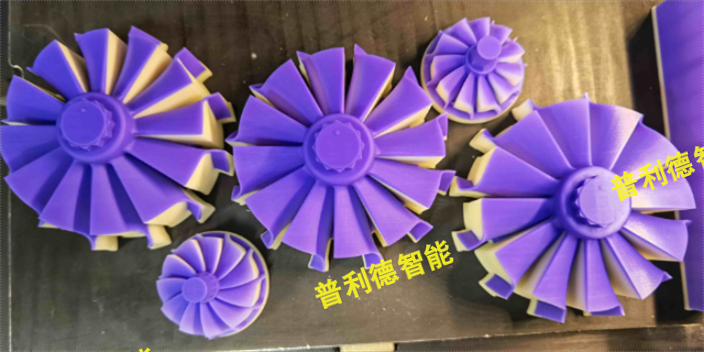
铸造可靠性 ProJet MJP 2500W 利用 VisiJet M2 CAST 100% 蜡质材料进行 3D 打印,可用于现有的脱蜡铸造工艺和设备,制造各类***耐用首饰模型,保证部件的可靠性能和稳定的打印效果。 VisiJet M2 CAST 能像标准铸造蜡一样融化,含灰量微乎其微,有助于构建无缺陷铸件。这种材料坚韧耐用,可用于处理和铸造精细特征,而且其高对比度的紫色可更好地呈现细节。 高生产效率 ProJet MJP 2500W 能快速生产蜡质模型,速度比类似等级的解决方案快达 10 倍,单道建模的工作流程也更快,提高了铸造车间的效率。这款经济实惠的打印机拥有比类似等级打印机大 3.7 倍的建模体积容量,可以全天候 (24/7) 不停运转,高效率生产带来快速摊销和高投资回报。 借助 3D Sprint 软件的高级功能,简化从文件转换为模型的工作流程,提高 MJP 多功能打印的速度,能够批量移除支撑材料,从而提供可直接铸造的质量首饰模型。 珠宝行业且使用材料多为蜡质材料的喷蜡3D打印机机。哪里有紫蜡打印原理
喷蜡3D打印机掏空后当然是需要进行打孔,要不然内部的树脂无法流出,打孔时需要留意2点:①排液孔口径,因为液体具备张力,因而过小的孔位易于因张力而堵塞无法排液,壁厚越厚,堵塞的概率越高,因为增加了液体和模型接触的表面积。以便能顺利排液,需要较少超过2mm直径的孔。②空腔压强差,想必大家都知道通厕所的皮搋子,当它扣在平面上能会很难拔下来,便是因为气压不同造成的。同样的,中空的模型在打印一部分后,也会发生类似于皮搋子的结构,这将较大增加模型在平台上的粘合力度,造成发生模型脱落或发生Z轴方向裂纹、裂散的状况,此外这也会造成模型脱模时内部会带动一些树脂无法流出。以便防止这种状况,我们不但需要在模型打印时的下方打孔,此外需要在上方也打孔,来确保内外压强一致。浙江立体紫蜡打印喷蜡3D打印机提高了生产率,缩短了上市时间,为客户带来好的交付服务。

喷蜡3D打印机使用出现的一些问题及解决方法:标签打印时候,出现跳一两张空白纸,漏纸情况。1.检查人为的,安装有没有问题,是否安装到感应器下面过来;2.观察标签感应器部分是否有标签,灰尘等堵塞,清理和酒精清洁即可;3.检查电脑这边的打印机驱动项和软件项的标签大小设定是否与实际相符,包括间距;4.对打印机重新进行测纸操作,如不行则恢复出厂值操作;5.打印机长时间后,标签感应器电压力偏弱,老化等现象,建议换新的;6.如还是不行,找个新的固件版本进行刷新打印机,看是否解决;7.标签的底纸透光度不正常。
喷蜡3D打印机的清洁相对来说比较方便。由于液态蜡是一种易于清洁的材料,因此喷蜡3D打印机在使用过程中出现的一些污渍或者杂质可以比较容易地被清理掉。在清洁喷蜡3D打印机时,通常需要先将机器内部的液态蜡清理干净,可以使用一些专门的清洗液或者溶剂进行清洗。然后需要对机器的各个部件和喷头进行彻底的清洁,以确保它们没有残留的液态蜡或者其他污染物。总的来说,喷蜡3D打印机的清洁相对来说比较方便,但是在清洁过程中需要注意使用适当的清洁液或者溶剂,并且要彻底清洁各个部件和喷头,以确保机器的正常运行。喷蜡3D打印机有着体积小巧、轻便、抗环境干扰的优点。
喷蜡3D打印也被称为“添加制造”技术,也被称为增量制造技术。喷蜡3D打印是一种与传统的材料加工方法截然相反,基于三维CAD模型数据,通过增加材料逐层制造的方式。其采用直接制造与相应数学模型完全一致的三维物理实体模型的制造方法。数字化文件还可借助网络进行传递,实现异地分散化制造的生产模式。一人即可管理多台打印机,人力成本低;打印耗材利用率高,价格稳定;扩大产能只需增加打印机数量,占地面积小,集中放置便于管理;模型数据集中管理,降低数据保管成本。喷蜡3D打印机完美复现设计师效果,免掉开版和修版的开发成本。湖北3d 紫蜡打印
喷蜡3D打印机生产手板保密性比较好。哪里有紫蜡打印原理
就精美珠宝及其他组件的直接铸造模型而言,UHD模式提供了一个无可比拟的应用,能够有效控制为精巧的细节特征,制造出复杂精细的部件和图案。就精度模型和原始模型而言,可利用标准HD模式,实现超高的成型速度和的模型表面质量。HD模式尤其适合于各领域中的日常应用,包括概念开发、设计验证、形态拟合测试及产品展示等等。产品优势:采用全蜡材料建造模型,可直接用于珠宝首饰失蜡铸造工艺。采用立体喷蜡打印技术,精度高,高精度可达0.016mm。哪里有紫蜡打印原理
上一篇: 大型紫蜡打印生产商
下一篇: 国内紫蜡打印常用知识