吉林制造焊管机组出厂价格
高频焊管机组应用:高频直缝焊管的改造、进步速度很快,从*初的辊式成型进行改进变成后期的排辊成型,一直到如今的柔性成型、直缘成型以及等刚性机架的揉入先进的科学技术模型,现如今所使用的成型已经日益趋于完善,可以说在某种程度上初步实现了智能化成型。而焊管技术流程中的焊接和热处理电源的技术,也从一开始的电子管式变成如今的全固态式,在原有的基础上很大程度地增加了燃料燃烧的功率。而且还引入了数字化、智能化等自动控制的操作理念。而且研究人员致力于对高频焊接过程所具有的问题进行研究,并提出切实可靠的解决方案,对存在的问题进行改善,研发出以焊区加强为hexin的焊接工艺与质量控制手段,使得焊缝性能已经很接近母材,经过完善一贯制的管理模式,将高频焊管的质量控制向上延伸到上游的原料设计与生产工艺。提高产品性能与品质水平,此技术海底管道和高钢级油井管等关键关节上获得范围广使用。焊管机组轧压线的常见损伤。吉林制造焊管机组出厂价格
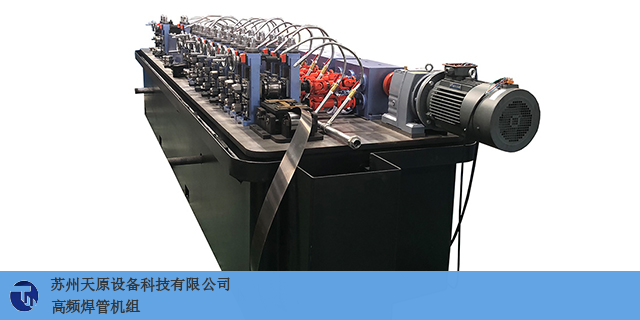
焊管机组
焊管机组中的高频焊管成型技术包括粗成型和精成型两部分,它是高频焊管生产技术的hexin,如果钢带在粗成型和精成型阶段成型质量不好或成型不到位是很难生产出高质量焊管的。因此成型技术决定了高频焊管的产量品种质量原料和轧棍消耗是焊管设备设计制造部门和使用部门十分关心的问题。高频焊管成型技术的发展按时间和成型方法可以粗略地划分为三个阶段,即早期的棍式成型技术(rollfoming);20世纪60年代后期的排棍成型技术(cagefoming);90年代后期的FFX成型技术(flexiblefomingexcellent)。安徽好的焊管机组铸造辉煌苏州哪个焊管机组厂家好?
焊管机组与钢管区别是很大的。钢管外观上,无缝钢管和焊接钢管区别在焊管内壁有焊筋,而无缝的没有。辨认方法:看管子内部,因为外部都会处理的,焊管是里边有条缝隙有的可以看到,有的处理,就不容易看到,你可以用手慢慢触摸,再或者看规格,焊管都比较薄的,无缝钢管厂家,焊管是用不锈钢钢带用机器直接做出来的(卷起来的),无缝是用圆钢或者管坯穿孔穿起来的。图片无缝钢管制作原理生产制造方法按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并去掉表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。
焊管机组平辊跑偏原因:孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。高频焊管机组找谁购买?

苏州天原设备科技有限公司位于江苏省苏州市吴江区汾湖经济开发区,位于长三角经济带交通十分便利,是专业从事高频焊管机组设备生产线、冷弯型钢机组设备生产线、纵剪机组设备生产线的公司,能够提供高频焊管机组设备成套设计、制造、安装、调试、人员培训等一条龙的服务。我公司管理体系完善,技术力量雄厚,具有先进工艺水平专注技术发展不断完善机组设计。主要供应16~219高频焊管机组,并且根据市场需求研发了高速机组和小管径大壁厚的特殊机组,经过数十年的发展公司市场已经覆盖到东南亚,南亚,中东,非洲,南美洲,东欧等数十个国家和地区,收获了大量的好评在行业内有良好的口碑。工艺流程:开卷-储料-成型-高频焊接-定径-切断-下料打包。你知道吗,焊管机组的轧压线工作原理!江苏机械焊管机组市场
焊管机组前沿的技术说明。吉林制造焊管机组出厂价格
焊管机组的找正,孔型找正是调整工作的第一步,找正时可选用φ0.5mm的钢丝线一根,以成型机的喂入轮到定径机的校直辊为基本长度,确定好轧制线的中心位置后,将钢丝线拉紧固定,钢丝线的高度位置要略高于平辊底径部位2mm以上,这样可以防止钢丝线与孔型弧面接触而影响孔型的找正效果。这条钢丝线就是孔型找正时的中心基准线。平辊找正平辊的找正方法有两种:一种是根据各道孔型轧辊的厚度不同,配置了不同厚度的固定垫套,但是这种找正方法,在等部件加工精度达不到要求时,组装后容易产生累计误差,直接影响着孔型找正的效果。二是用锁母配合调整轧辊在轴上的位置,使每道轧辊的孔型中心都能够与中心线重合。孔型中心的定位是用专门样板检查。检查时,将样板放人被找正的孔型内,然后缓慢抬起上端,当钢丝线能够顺利地落人样板的中心精内,便说明孔型的中心位置正确,否则就需要做轴向移动调整。这是一种比较简单的找正方法。吉林制造焊管机组出厂价格
上一篇: 江西正规焊管机组机械结构
下一篇: 河北性能优良焊管机组铸造辉煌