河北机械焊管机组诚信为本
直缝高频焊管具有工艺简单,连续生产的特点,应用于民用建筑、石化,轻工等部门,多用于输送低压流体或做成工程构件及轻工产品,高频焊管的知识要点有哪些呢,下面给大家介绍一下。开口角是指挤压辊前管坯两边缘的夹角,开口角的大小与烧化过程的稳定性有关,对焊和质量有很大影响,当减小开口角时,边缘之间的距离也减小,从而邻近效应增强,在其他条件相同的情况下,可以增加边缘的加热温度,从而增加焊和速度,开口角如果过小时,从汇合点到挤压辊中间线的距离会变长,从而导致边缘不是在高温度下受到挤压,这将降低焊和质量并增加功耗。实际生产经验表明,可移动导向辊的纵向位置来调整开口角大小,通常在2~6°之间变化,当导向辊不能纵向调节时,可以通过使用导向环的厚度或压下封闭孔型来调整开口角的大小。感应器的放置位置对焊和质量有很大影响,当远离挤压辊中间线时,加热时间长,热影响区宽,降低了焊和强度。相反,边缘加热不足也会降低焊和强度,感应器应与管同心放置,其前端与挤压辊中间线之间的距离约等于或小于管道直径。阻抗器(磁棒)的放置位置不但对焊和速度有很大影响,而且对质量也有很大影响,实践证明阻抗器前端位置正好在挤压辊中间线处时。焊管机组有相应的行业标准吗?河北机械焊管机组诚信为本
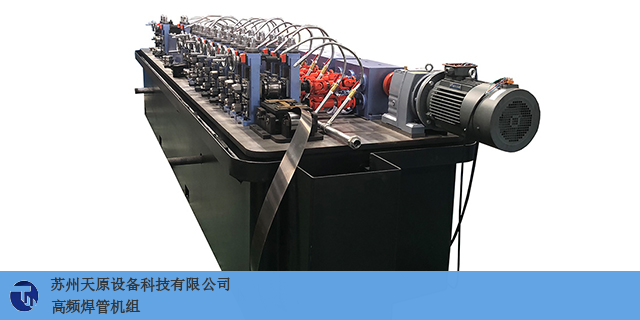
焊管机组
苏州天原设备技术有限公司是集科研、设计,设备制造和技术服务为一体的企业,多年来在国内多位钢管界教授指导下,追踪国外同类设备工艺与先进技术,系统地分析国内引进设备的实践,在博采众长的基础上,勇于创新。公司主要产品从16-219的高频直缝焊管机组,注重技术创新和发展根据市场需求调整机组设计,进的工艺、检测手段的严谨的工作作风,保障了设备的质量。目前,本公司产品除了供应国内市场还出口到东南亚,南亚,中东,非洲,南美洲,东欧等地区,得到用户一致好评,公司有完整的售后服务体系,会派专人指导客户机组安装调试并培训操作人员直到机器正常运转生产。机组有一年的质保期,对于客户的要求我们会及时回复24小时之内提出解决方案。浙江焊管机组厂家直销焊管机组前沿的技术说明。
高频焊的焊管机组中,高频焊的特点:1、由于电流高度集中于焊接区,加热速度极快,因而焊接速度可高达150~200m/min。2、因焊接速度快,焊件自冷作用强,故不仅热影响区小,而且还不易发生氧化,因此焊缝的组织和性能十分优良。3、焊前焊件表面可以不进行清理工作,因而提高了效率。4、能焊的金属种类广,产品的形状规格多。高频焊的不足之处:焊接时对装配质量要求高尤其是连续高频焊接型材时,装配和焊接都已实现自动化,任何因素造成V形开口形状的变化都会影响焊接质量。电源回路的高压部分对人身与设备的安全有威胁,要有特殊的保护措施。
与焊管机组相近的名词有高频焊,发明于上世纪50年代初,并很快应用于工业生产。它是利用10~500kHz高频电流经焊件连接面产生电阻热,并在施加或不施加压力的情况下,达到原子间结合的一种焊接方法。目前,高频焊主要应用于机械化或自动化程度颇高的管材、型材生产线。焊件材质可为钢、有色金属,管径范围为6~1420mm、壁厚为0.15~20mm。小径管多采用直焊缝;大径管多采用螺旋焊缝。近年来,作为连接的方法之一高频焊接技术引起人们的重视,成为连接领域新的研究热点,正在快速发展。焊管机组与焊管的区别?

焊管机组轧制线平时隐性存在的这条线主要表现在以下方面:1.从焊管机组侧面看,它叫做“轧制底线”,是所有下平辊孔型喉径和所有立辊孔型完整弧线外缘点的安装基准,要求全部平辊孔型喉径点和全部立辊完整孔型外缘点的连线必须与轧制底线重合。轧制底线具有只有性与多样性特点。只有性是针对每一次具体换辊及其生产周期,它是只有的校调基准;多样性则是指轧制底线具有“水平”、“上山”、“下山”、“直线”与“曲线”等不同形制。轧制底线不同,对成型管坯边缘纵向延伸量的多少与性质会产生重要影响。2.从焊管机组上面看,它叫“轧制中线”,是所有轧辊孔型及前后配套设备的对称线,其对焊管线所有主机辅机设备的联动性及正常生产运行及其重要。当采用水平轧制底线时,轧制中线的投影与之重合。由此可见,轧制底线与轧制中线的关系为:轧制底线可以当成轧制中线使用,这也是在日常换辊操作中,只拉轧制底线而不用拉轧制中线的缘故。江苏这些企业有焊管机组的使用需求。江西品质焊管机组厂家报价
焊管机组要注意这些常见的问题!河北机械焊管机组诚信为本
从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管和直缝钢管都是焊接钢管的一种,它们在国民生产建设中应用较广,螺旋钢管和直缝钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下螺旋钢管和直缝钢管的区别。直缝钢管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产效率高,成本低,发展较快。在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也提高了,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。螺旋钢管的强度一般比直缝钢管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。而且。河北机械焊管机组诚信为本
上一篇: 山西自动不锈钢焊管机哪里买
下一篇: 河北直销焊管机组保养